Kilka miesięcy temu zafascynował mnie fusing – stapianie szkła w taki sposób, by pod wpływem działania wysokiej temperatury jego kawałki łączyły się i tworzyły nowe kształty i formy. Technika ta daje ogromne możliwości twórcze, wymaga jednak użycia odpowiedniego pieca. W tym miejscu, niestety, zaczynają się problemy. Zakup takiego urządzenia to koszt kilku tysięcy złotych, a jest to przecież suma, której przeciętny domowy budżet nie zniesie. Co gorsza, piec zajmuje dużo miejsca, jeśli zatem nie posiadamy własnej pracowni, cierpliwość domowników, zmuszonych do tolerowania kłopotliwego mebla, może zostać wystawiona na dużą próbę.
Na szczęście jest jeszcze HotPot. To urządzenie dla wszystkich, których zaciekawił fusing, ale nie mają dostępu do profesjonalnego pieca. Idealne również dla osób chcących po prostu spróbować tej techniki przed zakupem fachowego sprzętu. Można go kupić w Polsce w sklepach z zaopatrzeniem dla witrażystów już za około sto pięćdziesiąt złotych. Do tej kwoty trzeba dodać koszty szkła przeznaczone do fusingu oraz dodatków do jego zdobienia.
HotPot składa się z dwóch części – płaskiej okrągłej podkładki oraz pokrywy w kształcie walca z otworem na górze. Taki piecyk przeznaczony jest do używania w mikrofalówce, przy czym w instrukcji obsługi producent zaleca, by była to kuchenka przeznaczona jedynie do tego celu i by nie gotować w niej już potraw. Polecane są również jak najprostsze modele. Ze względu na rozmiary, HotPot nadaje się głównie do tworzenia małych form biżuteryjnych i ozdobnych. Najczęściej oferowanymi w polskiej dystrybucji są modele, których średnica powierzchni roboczej wynosi 7,5 lub 11 cm.
Jak działa to urządzenie?
HotPot należy umieścić na środku talerza mikrofalówki. Spodnią część piecyka trzeba wyłożyć papierem ceramicznym. Dopiero na nim układamy kompozycję ze szkła, (pamiętając o stosowaniu tafli ze zbliżonym współczynnikiem rozszerzalności COE). Najlepiej zrobić to już w kuchence. Następnie zakrywamy całość pokrywą. Teraz uruchamiamy mikrofalówkę. Zalecana moc to ok. 500-600 W przy napięciu sieciowym 230 V. Jeśli chodzi o czas, przez jaki należy podgrzewać szkło, jest to sprawa dość indywidualna. Wszystko zależy od kuchenki, z którą pracujemy, ilości warstw szkła i jego rodzaju, a także oczywiście od pożądanego przez nas efektu. Po kilku próbach dochodzi się do wprawy, więc niech nikogo nie zrażają pierwsze niepowodzenia!
Po uruchomieniu mikrofalówki czekamy i obserwujemy. Samo topienie szkła obwieszcza nam (ok. 7-12 minut od włączenia) pomarańczowe światło, które pojawia się w górnym otworze HotPota. Choć producent zaleca, by żarówkę w kuchence mikrofalowej zasłonić odpowiednim niepalnym materiałem lub wykręcić, trudno byłoby ten moment przegapić, jest on dobrze widoczny i przypomina żarzącego się papierosa. Zatrzymujemy kuchenkę, uchylamy delikatnie wieko piecyka, by sprawdzić, czy otrzymany efekt nas satysfakcjonuje. Jeśli nie, uruchamiamy mikrofalę ponownie na ok. 20 sekund i oceniamy rezultat. Czynność tę powtarzamy do momentu, gdy kompozycja spełnia nasze oczekiwania, wtedy wyłączmy kuchenkę, a piecyk wykładamy na żaroodporną podkładkę (drewniana zupełnie się nie sprawdza; wiem to, bo w swojej wypaliłam śliczne czarne kółko – aż zadymiło!). HotPot zostawiamy zamknięty do całkowitego wystygnięcia, co może potrwać nawet dwie godziny. Uwaga! W czasie pracy urządzenie potężnie się nagrzewa, zatem wyciągamy i uchylamy pokrywę jedynie w odpowiednich rękawicach, by nie poparzyć dłoni.
Moje pierwsze wypały zakończyły się katastrofą. Nie mówię już o spalonej podkładce, ale wisiorki popękały z trzaskiem. Cierpliwość – to ważna cecha również przy fusingu. Nie należy zbyt często upewniać się, czy praca już wystygła i czy efekt jest zgodny z zamierzonym, i czy na pewno jest jeszcze ciepła, bo to przecież niemożliwe, gdy tak bardzo chcemy już jej dotknąć. Studzimy zatem nasze szkiełka w zamkniętym piecyku.
Czy HotPot jest przydatny? Wszystko zależy oczywiście od naszych potrzeb. Plusem takiego urządzenia jest relatywnie niewielki koszt (w porównaniu z profesjonalnym dużym piecem). Zajmuje ono także mało miejsca oraz pozwala w stosunkowo krótkim czasie przygotować ciekawą fusingową pracę. Trzeba jednak pamiętać, że rozmiar i kształt powierzchni roboczej ograniczają zastosowanie piecyka właściwie jedynie do tworzenia elementów biżuteryjnych i małych zawieszek.
Jest to jednak ciekawa alternatywa dla osób nieposiadających własnej wyposażonej pracowni oraz hobbystów lubiących tworzyć w domu.
Witraż stanowi zespół połączonych, różnobarwnych elementów, które składają się na ostateczną formę. Do łączenia wyciętych kawałków szkła stosujemy profile ołowiane (technika klasyczna), lutowaną cyną taśmę miedzianą (technika Tiffany), naklejanie na taflę szklaną i wypełnianie szczelin masą (technika 12U). Wszystkie wymienione metody posiadają jedno podstawowe ograniczenie, jakim jest możliwość wydobywania szczegółów. Rozmiar elementu i szerokość łączenia uniemożliwiają lub utrudniają pełną prezentację dzieła. W tym celu w witrażu wprowadzono techniki malarskie.
Szkło stosowane w produkcji witraży jest barwione w masie. Występuje ono w nieograniczonej liczbie barw i odcieni, chociaż w praktyce, np. Huty Szkła w Jaśle (jedyny w Polsce a zarazem jeden z niewielu ośrodków produkcji szkła katedralnego na świecie, gdzie wytwarza się tafle tradycyjnymi i niezmiennymi od stuleci metodami) typowa oferta ogranicza się do około 200 pozycji kolorystycznych.
Szkło katedralne, antyczne, przezierne, czyli materiał przejrzysty jest podstawowym materiałem służącym do tworzenia klasycznych witraży. W nomenklaturze technik malarskich szkło jest podobraziem, na powierzchnię którego nanosi się farbę. Z uwagi na kolor szkła jest ono jednocześnie tworzywem malarskim.
Na proces malowania witraża składają się trzy etapy: wykonanie rysunku konturowego, patyny oraz modelunku.
Tematem niniejszego opracowania jest realizacja pierwszego etapu – położenie konturówki.
Oglądając witraże na przestrzeni stuleci z pewnością zauważymy, że aż do końca XVIII wieku w dziełach kontury pełnią zasadniczą rolę podkreślania detali oraz postaci.
Rozkwit technik malarskich, a co za tym idzie koncepcji artystycznych dostrzegamy z początkiem XIX stulecia. Wówczas artyści wprowadzili powszechnie modelunek, czyli cieniowanie, które jest doskonalone do dzisiaj.
Linia konturowa pełni wiele funkcji. Jej podstawową rolą jest wyznaczenie linii granicznej. Jest ona subtelniejsza niż linie tworzone profilami ołowianymi, które łączą elementy witraża. Może mieć zmienną szerokość, czyli jest elastyczna, zależna całkowicie od wizji i koncepcji artysty. Linia konturowa w formie cienkich kresek kładzionych blisko siebie, pozwala na uzyskiwanie efektów cieniowania. Trzecią właściwością przy kreśleniu linii konturowych jest intensywność odcienia. Kreska położona kryjącą farbą daje całkowicie odmienny efekt od farby rozcieńczonej, która będzie jedną z wielu szarości.
Do malowania linii konturowej stosuje się czarną kryjącą farbę. Bogata oferta producentów farb posiada wszystkie kolory w wersjach kryjących oraz transparentnych (przejrzystych).
Do malowania witraży można stosować farby olejne i akrylowe wysychające w temperaturze otoczenia lub wymagające wypalenia w temperaturze około 150oC. Jednak efekty uzyskane w ten sposób są zależne od warunków atmosferycznych. Ponadto farby te nie są odporne na oddziaływanie mechaniczne, co powoduje ich ścieranie. Z biegiem czasu barwy zmieniają się, głównie pod wpływem promieniowania UV.
Wyżej wymienionych wad pozbawione są farby, które wymagają wypalania w wysokich temperaturach od 550 do 650oC. W skład tych farb wchodzą sproszkowane szkło oraz tlenki metali lub inne związki nieorganiczne. Skład oraz wysoka temperatura powodują, że stapia się ona ze szkłem. Prawidłowo wypalona farba jest trwała i z biegiem czasu nie zmienia swoich właściwości .
W średniowieczu zalecano etapowe używanie konturówki. Początkowo farbę kładziono grubą, kryjącą linią. W ten sposób uzyskiwano mocno odcinający się kontur. Następnie w trzech różnych tonach pokrywano płaszczyzny. Odmienność tonów uzyskiwano poprzez grubość kładzionej farby oraz zawartość kryjącej konturówki.
Pojawia się jednocześnie praktyczne pytanie: jak uzyskać bardziej przejrzystą konturówkę, ale zachowując gęstość farby?
Podstawowymi składnikami farby jest barwnik w postaci mieszanki proszków oraz wody. Po nałożeniu farby oraz odparowaniu wody, barwna warstwa jest delikatna, co może być zaletą o ile malarz pragnie w dalszych etapach pracować nad modelunkiem, wydobywaniem świateł, kształtowaniem itd. W celu wzmocnienia mechanicznego powierzchni farby dodaje się do jej składu materiały wiążące. Według średniowiecznej receptury Mnicha Teofila należało dodawać wino lub urynę. Herakliusz zalecał stosowanie olejku terpentynowego i kilku kropel zagęszczonego oleju. Dzisiaj każda pracownia ma swoje tajemnice warsztatu, wypracowywane przez lata doświadczenia stanowią o charakterze i odmienności dzieł artystów. Jako materiał wiążący stosowane są: cukier, piwo, wyciągi i olejki roślinne, guma arabska, żywice, czy wreszcie produkty stosowane w przemyśle drukarskim. Pomysłowość oraz innowacyjność w tym zakresie jest bardzo duża. Należy jednak pamiętać, że podczas wypalania pracy na szkle pozostaną jedynie składniki farby. Większość pozostałych składników odparuje lub ulegnie spaleniu. Informacja ta jest ważna, gdyż używając składników organicznych należy pamiętać o odpowiednim wietrzeniu pomieszczenia, w którym znajduje się piec. Produkty spalania mogą być trujące.
Rozpocznijmy zatem pracę i przygotujmy farbę konturówkę. W sklepach zaopatrzenia witrażystów bez trudu nabędziemy czarną farbę konturową. Należy zwrócić uwagę na temperaturę wypału oferowanych produktów, gdyż dostępne są materiały nisko- i wysokotemperaturowe. Pierwsze z nich dzięki zastosowaniu szkła ołowiowego lub innych substancji obniżających temperaturę topnienia, wymagają wypału w temperaturach od 550oC do 650oC. Farby wysokotemperaturowe wykorzystywane są głównie w fusingu lub barwieniu wgłębnym i są wypalane w temperaturach od 700oC do 800oC. Dla nas będą one nieprzydatne, gdyż w takim przedziale temperatur, typowe szkło witrażowe jest już plastyczne i zaczyna się odkształcać.
Na płytkę szklaną (najlepiej użyć szkła matowego i pracujemy po tej mikrochropowatej powierzchni) nakładamy niewielką ilość farby w proszku. Pracujemy powoli, gdyż substancja łatwo się pyli. Następnie dodajemy niewielką ilość wody i przy pomocy szpachelki rozcieramy całość, aż do uzyskania jednolitej masy. Na tym etapie dodajemy również substancje wiążące. Gęstość konturówki jest zależna od przeznaczenia, co łatwo zauważymy podczas malowania. Najczęściej jest to konsystencja słodkiej śmietanki. Ważne, by po nałożeniu na pędzel spływała ona stopniowo.
Szklana płytka jest paleta malarską, na której w jednej części znajduje się zapas gęstej farby, natomiast pozostałą powierzchnię wykorzystujemy do rozrzedzania oraz nabierania na pędzel.
Do malowania najodpowiedniejsze są pędzle z włosia naturalnego. Rozmiar narzędzia zależny jest od oczekiwanej szerokości linii, umiejętności oraz przyzwyczajeń.
Intuicyjnie do kreślenia wąskich linii stosujemy małe pędzle.
Pamiętajmy jednak, że szerokie pędzle, choć wymagają opanowania umiejętności posługiwania się nimi, to dają znacznie więcej możliwości kreślenia linii. Ponadto „pojemniejszy” pędzel pozwoli na wykonanie dłuższych linii.
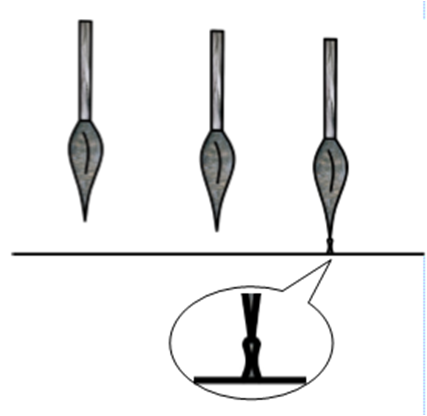
Ważne jest trzymanie pędzla. Aby uzyskać efekt spływania farby, najkorzystniejsza jest praca pędzlem w pozycji pionowej. Łatwo jest wówczas kontrolować jego położenie względem płaszczyzny szkła.
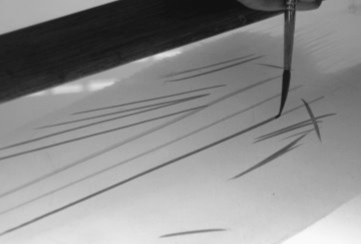
Praktycznym sposobem kreślenia linii konturowej jest nabranie porcji farby na pędzel i stopniowe zbliżanie czubka pędzla do szkła. W pewnym momencie farba zwilży szkło i pędzel oraz powierzchnia szkła połączy ciecz. Nie należy już zbliżać czubka do szkła, lecz ciągnąć narzędzie wzdłuż konturu. Farba będzie swobodnie spływała z pędzla kreśląc równą linię.
Linia konturowa powinna być jednolita i podkreślać granice rysunku.
Może również wydobywać kształty i cienie za pomocą kropek o rozmiarze równym szerokości linii.
Na tym etapie cienie można wydobywać także stosując cienkie linie konturowe, by tym sposobem ograniczyć liczbę wypalań w piecu.
Konturówki używamy także do zasłonięcia powierzchni, które mają być czarne lub ciemne. Stosujemy wówczas płaski i szerszy pędzel.
Bardzo często zdarza się, że kształt linii nie jest zgodny z oczekiwaniami twórcy. Właściwie należałoby powiedzieć, że niemal każdy rysunek wymaga korekty.
Linie konturowe korygujemy najczęściej po wyschnięciu farby. Używamy w tym celu zaostrzonych patyczków. Doskonałe do tego celu są pałeczki bambusowe, zwykle stosowane do spożywania sushi. W celu korygowania bardzo drobnych fragmentów należy stosować igły. Bardzo przydatne są do tego celu stalówki zamocowane w typowej obsadce. Jest to o tyle wygodne narzędzie, że dostępna jest bardzo szeroka gama rozmiarów stalówek.
Korektę konturów należy wykonywać na podświetlanym stole. Podczas pracy widać wszystkie niuanse, stopnie szarości i poziom krycia.
Podczas pracy należy unikać zbyt grubego kładzenia farby. Podczas wypalania powierzchnia farby może zachować się niestabilnie i odsłonić zamalowaną powierzchnię szkła.
Od wielu lat w Pracowni Witraży Wieniawa-Piasecki tworzone są nietuzinkowe lampy witrażowe. W Barwach Szkła przybliżymy proces ich powstawania.
Lampa witrażowa jest wyjątkowym elementem wystroju wnętrz. Jest sztuką użytkową, która w każde pomieszczenie wleje ciepło i nową jakość. Nie jest ważne czy będzie to nieskomplikowana forma, czy bardzo zaawansowane dzieło. Różnorodność barw oraz wyjątkowość i niepowtarzalność kształtu z pewnością sprawią, że w otoczeniu lampy witrażowej będzie panowała przyjemna atmosfera.
Rozkwit lamp witrażowych nastąpił w okresie secesji. Głównie za sprawą amerykańskiego projektanta oraz przedsiębiorcy Louisa Comfort Tiffany’ego, który wprowadził do świata witraży alternatywną, do klasycznej – ołowianej, technikę miedzianej folii. Wyjątkowego uroku wyrobom L. C. Tiffany’ego dodaje również zastosowanie nieprzeźroczystego opalizowanego szkła, w którym można odnaleźć tysiące barw .
Pierwsza lampa Tiffany powstała pod koniec XIX wieku Nowa, wówczas, technika witrażowa pozwoliła na tworzenie skomplikowanych i pięknych wzorów. Tworzone lampy witrażowe składały się w wielu drobnych elementów, będąc dziełami niemalże z pogranicza jubilerstwa. Każda lampa była wykonywana ręcznie przez rzemieślników. Ta tradycja tworzenia lamp witrażowych przetrwała do dzisiaj i jest stosowana w Pracowni Witraży Wieniawa-Piasecki.
Poniżej prezentujemy kolejne etapy tworzenia klosza lampy witrażowej, w kolejnych fazach produkcji, które mają najistotniejszy wpływ na stronę estetyczną oraz jakość i trwałość gotowego dzieła.
Witraż swe piękno zawdzięcza światłu. Światło tworzy kolor. A dobranie odpowiedniego koloru to podstawa pracy witrażysty. Najtrudniejszy jest wybór szkła. Praca nad dziełem rozpoczyna się od doboru szkła.
Na szkle rysujemy pojedyncze elementy wzoru. Wycinamy je diamentowymi nożami, a następnie szlifujemy ranty poszczególnych szklanych elementów.
Ponieważ elementów jest bardzo dużo, to początkowo umieszczamy je w pojemnikach odpowiednio do wielkości powtarzalnych elementów.
Tak przygotowane szkła układamy według wzoru.
Przygotowane elementy (oszlifowane) oklejamy, na szczytach szkieł, miedzianą taśmą. Element opleciony miedzią musi ponownie wrócić na swe miejsce we wzorze, aby kolejno można było przenieść go na kopyto. Kopyto, to trójwymiarowy szablon klosza lampy, na którym umieszcza się poszczególne elementy w celu ich późniejszego połączenia.
Najwygodniej jest kiedy na powierzchni kopyta narysowana jest siatka rozmieszczenia poszczególnych elementów. Ułatwia to znakomicie ich układanie.
Kopyta wykonane są z drewna lub tworzywa sztucznego. W hurtowniach witrażowych dostępne są również kopyta wykonane ze styropianu. Szklane elementy wzoru układamy delikatnie na powierzchni kopyta. Do mocowania elementów na powierzchni podłoża najczęściej stosuje się specjalny wosk. Należy jednak pamiętać aby ilość użytego wosku nie uniemożliwiła w późniejszej pracy zdjęcie lampy witrażowej z kopyta.
Ważnym elementem klosza lampy witrażowej jest kapa, czyli okrągły metalowy element na szczycie lampy. Umieszczamy ją precyzyjnie, tak aby klosz witrażowy równo spoczął na podstawie lub zawisła na łańcuchu.
Gdy wszystkie elementy zostaną ułożone na kopycie witrażysta przystępuje do lutowania szkieł.
Do lutowania używamy cyny LC60 oraz wody lutowniczej, którą przy pomocy pędzelka przecieramy powierzchnię miedzianej taśmy.
Początkowo należy lutować punktowo, miejsca styku elementów. Następnie łączymy dokładnie wszystkie części szklane elementy, oklejone uprzednio taśmą miedzianą.
Trzeba dbać przy tym o delikatność oraz równość spoin.
Po zlutowaniu zewnętrznej powierzchni klosza, zdejmujemy go delikatnie z kopyta i lutujemy wnętrze czaszy.
Lampy witrażowe o dużej średnicy wymagają wlutowania dodatkowych elementów wzmacniających w postaci miedzianych, mosiężnych lub stalowych drutów.
Klosz uzyskuje ostateczny wygląd po dokładnym umyciu oraz pokryciu lutów specjalną patyną, tak aby zmienić kolor cyny na ciemniejszy. Na zakończenie prac należy zabezpieczeniu lampę witrażową antyoksydantem.
Tak właśnie od ponad 100 lat powstają lampy witrażowe. Przy ich tworzeniu niezbędna jest precyzja i cierpliwość, a zmysł artystyczny pozwala lampę witrażową zamienić w dzieło sztuki. Proszę pamiętać, że w lampach witrażowych najważniejszy jest dobór szkieł, najważniejszy jest kolor i przejścia między barwami.
Zasadniczą sprawą, którą należy sobie uświadomić przed przystąpieniem do prac konserwatorskich przy witrażach, jest fakt, że powinny być one traktowane, jak każdy inny obiekt zabytkowy. Co za tym idzie, dotyczyć ich powinna taka sama, jak w przypadku pozostałych zabytkowych obiektów, procedura konserwatorska.
Podejmując działania konserwacji i restauracji, musimy sobie uświadomić, że zabytkiem (…), posiadającym pełny zakres wartości, jest dzieło kompletne, tj. nie tylko jego kompozycja i forma, ale także układ funkcjonalno-przestrzenny oraz jego struktura budowlana, a więc autentyczne rozwiązania konstrukcyjne i materiałowe. Rozwiązania te muszą być także chronione. Mówimy wtedy o konieczności poszanowania autentycznej substancji zabytkowej.
Ten postulat, wypowiedziany przez prof. Jana Tajchmana, a dotyczący praktyki konserwatorskiej obiektów architektonicznych, jak najbardziej odnieść można do witraży. Są one przecież (przy odpowiednim zachowaniu proporcji) zarówno dziełem sztuki, jak i wystrojem budowlanym.
Z tego też względu przy konserwacji witraży należy, podobnie jak przy zabytku architektury, przyjąć określoną metodę postępowania, gdzie po wstępnym rozpoznaniu zabytku przeprowadzamy prace przedprojektowe. A zatem:
a) prowadzimy szczegółową inwentaryzację okna witrażowego;
b) prowadzimy badania historyczne obiektu;
c) rozpoznajemy stan techniczny badanego zabytku;
d) przeprowadzamy proces wartościowania;
e) po przeprowadzonej analizie sporządzamy wytyczne konserwatorskie do przygotowania projektu konserwatorskiego.
Następnym etapem jest przygotowanie projektu konserwatorskiego, zawierającego szczegółowe projekty konserwacji poszczególnych elementów składających się na okno witrażowe.
Projekt konserwatorski powinien również zawierać koncepcję sposobu zamocowania witraża po przeprowadzanych pracach, sposób jego zabezpieczenia przed warunkami zewnętrznymi, z uwzględnieniem dopasowania wyglądu okna do charakteru zabytkowej budowli, w której witraż się znajduje. Nie zawsze jest bowiem możliwość powtórzenia pierwotnego sposobu zamocowania witraży.
Właściwa konserwacja nie jest zadaniem prostym, ponieważ na witraż składa się nie tylko szkło i ołów, ale często także patyna na szkle (bywa, że zanieczyszczona i skorodowana), ubytki w szkle spowodowane wieloma czynnikami, ołów o wartości zabytkowej, elementy mocujące, wiatrowniki, skoble, zabytkowe gwoździe, zabytkowe elementy żelazne (tworzące ramę nośną dla pól witrażowych – często starsze niż sam poddany konserwacji obiekt). Wszystkie te elementy muszą zostać na wstępie właściwie rozpoznane, by można było przygotować odpowiedni sposób ich konserwacji. Niewątpliwie jest to zadanie nie tylko dla konserwatora witraży, ale też konserwatora metalu czy detalu architektonicznego.
Po fazie projektowej przechodzimy do fazy realizacyjnej, podczas której kontynuujemy badania historyczne (odnalezienie sygnatur, napisów i in.) oraz badania nad technologią wykonania obiektu (rodzaj szkła, skład patyn itp.). Po dokonaniu konserwacji oraz podczas prac należy prowadzić dokumentację fotograficzną i opisową. Tylko takie podejście do konserwacji witraży gwarantuje nam, że zostanie ona prawidłowo wykonana, a obiekt nie ulegnie dewastacji. Aby proces konserwacji przebiegał prawidłowo, warto zastanowić się, co wpływa na niszczenie witraży oraz co jest tegoż niszczenia efektem. Jeśli zdamy sobie z tego sprawę, unikniemy wielu nieprzemyślanych poczynań i niepotrzebnych zabiegów, a witraże będą chronione w sposób należyty.
Niestety, praktyka konserwacji witraży w Polsce znacznie odbiega od norm. Renowacją i konserwacją witraży zajmują się często nieprofesjonalni wykonawcy, pozbawieni niezbędnej wiedzy teoretycznej na temat zasad konserwatorskich, a ich wiedza praktyczna sprowadza się zazwyczaj do rozwiązań współczesnych.
Bardzo dokładne badania nad szkłem witrażowym, jego składem, stanem zachowania, efektami korozji, prowadzą naukowcy krakowscy: Paweł Karaszkiewicz, Lesław Heine czy Elżbieta Greiner-Wronowa, których badania stanowią podstawę działalności praktycznej przy konserwacji witraży.
Przyczyny niszczenia witraży
Niezależnie od tego, czy witraż składa się z materiałów odpornych na niszczące działanie czasu czy też nie, w momencie, gdy znajduje się w oknie budowli, narażony jest na liczne zagrażające jego strukturze czynniki. Są to z jednej strony czynniki fizyczne, z drugiej – czynniki o charakterze czysto chemicznym. Do tych fizycznych, przyspieszających dezintegrację obiektu witrażowego, zaliczają się przede wszystkim czynniki mechaniczne, np. szkodliwe parcie wiatru na powierzchnie okien, ścieranie powierzchniowe niesionymi przez wiatr cząsteczkami piasku i kurzu, zmiany naprężeń wywołane czynnikami termicznymi. Przykładowo, zauważalne jest dużo większe odkształcenie pól witrażowych osadzonych w południowej ścianie budynku niż po jego stronie północnej. Zgubne jest też mechaniczne działanie wody, która w elementach witraża czy jego zamocowań zmienia swój stan skupienia pod wpływem temperatury. Również działalność człowieka bywa przyczyną zniszczeń, czy to celowych, czy też nieświadomych (np. niewłaściwe czyszczenie).
Spośród czynników chemicznych, powodujących zmiany chemiczne elementów witraży, wymienić należy właśnie wodę w każdej postaci. W postaci gazu, cieczy czy lodu – woda umożliwia i przyspiesza szereg niekorzystnych dla szkła i metalu reakcji chemicznych, wiążąc się z zawartymi w powietrzu zanieczyszczeniami.
Efekty korozji witraży
Parcie wiatru na witraż od strony zewnętrznej wpycha go do wnętrza budowli, a podciśnienie z kolei wypycha na zewnątrz. Drgania wywołane tymi zjawiskami powodują rozciąganie się prętów ołowianych, czasem rozkruszanie zlutowanych miejsc. Pola witrażowe odkształcają się trwale (ołów cechuje bardzo mała sprężystość), a w dodatku – w wyniku wykruszania się kitu – zaczynają przepuszczać wodę, szczególnie tę niesioną wiatrem. Podobny efekt – odkształcanie się pól witrażowych – obserwujemy w przypadku dużych zmian temperatury. Jest to skutek różnej rozszerzalności cieplnej szkła i ołowiu. Przy zmianie temperatury pola witrażowego o 100°K, długość prętów ołowianych zwiększa się o ok. 3% .
Z podobnej przyczyny następuje pękanie ołowiu tuż przy lucie cynowym. To wszystko prowadzi do odkształcania się poszczególnych pól witraża. Ołów i cyna nie reagują chemicznie w sposób bezpośrednio szkodliwy dla witraży. Możemy zaobserwować raczej efekty korozji tych metali – pojawienie się tlenków czy siarczanów jako białawych nalotów na powierzchni prętów, szczególnie w pomieszczeniach o słabej wentylacji lub w źle rozwiązanych konstrukcjach z przeszkleniem ochronnym. Pogarsza to estetykę odbioru witraży, a w szczególnych przypadkach, przy źle zastosowanym oszkleniu ochronnym, powoduje zmatowienie i zabrudzenie powierzchni szkła tymi substancjami, które w połączeniu z wodą wchodzą w dalsze reakcje ze szkłem.
Zupełnie innym zagadnieniem jest korozja szkła. Przyczyny jej zostały w zarysie omówione. Dotyczą zarówno budowy i składu szkła, jak i czynników zewnętrznych.
Efekty zaś są różne. Może to być pękanie szkieł – w wyniku zmieniających się warunków zewnętrznych, spowodowanych zmianami temperatury, może być to solaryzacja, czyli zmiana barwy szkła pod wpływem promieniowania UV, zawartego w widmie światła słonecznego. Najważniejsze jednak zmiany zachodzą w szkle w wyniku korozji chemicznej. Jej skutkiem jest powolny rozpad struktury szkła, nawarstwienia korozyjne, utrata przezroczystości, a nawet całkowite zniszczenie elementów szkła. Są to procesy długotrwałe, najbardziej widoczne na szkłach bardzo starych – średniowiecznych, jednak sprawa dotyczy wszystkich witraży. W ostatecznym rezultacie działania wody na powierzchni szkła zostaje już sama krzemionka, jako pozbawiony modyfikatorów żel. Te reakcje zachodzą głównie od strony wewnętrznej witraża, gdzie woda adsorpcyjna przez długi czas pokrywa powierzchnię okna i niesie ze sobą różne zanieczyszczenia gazowe. Reakcje chemiczne wywołane obecnością wody postępują dalej, tym razem z resztami kwasowymi, pochodzącymi z reakcji z zanieczyszczeniami powietrza. W efekcie ponownie powstaje warstwa żelowa, ale nad nią (od strony zewnętrznej) pojawia się warstwa produktów korozji, np. gips.
Częstym objawem rozpoczętej korozji szkła jest zanikanie warstwy malarskiej – cieńszej i mniej odpornej od właściwego podłoża. Co prawda, w niektórych przypadkach może ona działać zabezpieczająco, jednak często, przez swoją porowatość i niską temperaturę topnienia oraz niedokładny wypał, jest elementem łatwiej wiążącym wodę i wywołującym korozję. Takie zjawisko obserwować można zarówno w witrażach XIX-wiecznych, jak i w powstałych w wieku XX.
Oczywiście przyspieszenie tempa zniszczenia możemy przypisywać także zanieczyszczeniu środowiska.
W wyniku korozji szkieł ginie zatem często istotna warstwa malarska – niezbędna dla zachowania wartości artystycznej witraża jako dzieła sztuki.
Na koniec wspomnijmy o korozji elementów stalowych, które często stanowią ramę nośną dla pól witrażowych, a z biegiem czasu tracą swoją sprawność techniczną. Produkty korozji stalowych wiatrowników, elementów przylegających do płaszczyzny witraża, naciekają na szkło, wchodząc z nim w powierzchniowe reakcje – co widoczne jest w postaci niedających się usunąć brunatnych plamy na powierzchni szkła (często przebiegają one horyzontalnie w poprzek całej kwatery witraża).
Zalecane sposoby postępowania przy konserwacji witraży
Jak z powyższego wynika, konserwacja i restauracja witraży nie są sprawą prostą. Wiele czynników prowadzić może do ich niszczenia. Dopiero uświadomienie sobie wielości problemów i różnorodności czynników, które mogą oddziaływać niszcząco, pozwala zająć się ich konserwacją. Podobnie, nie powinno się podejmować konserwacji i restauracji bez gotowego, zatwierdzonego programu i projektu konserwatorskiego, o czym już wspomniano wcześniej. Kwestie te są jednak w naszej praktyce konserwatorskiej często lekceważone.
Jak zatem należy podejść do konserwacji witraży?
Po spełnieniu wymogów teoretycznych, przychodzi czas na działania praktyczne. Zacząć należy od ustalenia, jeszcze przed wyjęciem witraży z okien, w jaki sposób są one zamocowane do obramienia, jak uszczelniona jest przestrzeń pomiędzy witrażem, a jego ramą, jaki jest stan ołowiu – wszystko po to, by witraż nie rozsypał się przy próbie wyjęcia go z ram. (il. 15) Oczywiście, konieczna jest dokumentacja fotograficzna pól i detali armatury metalowej, gdyż – uwaga – może być starsza niż witraż i to nawet o kilka wieków!
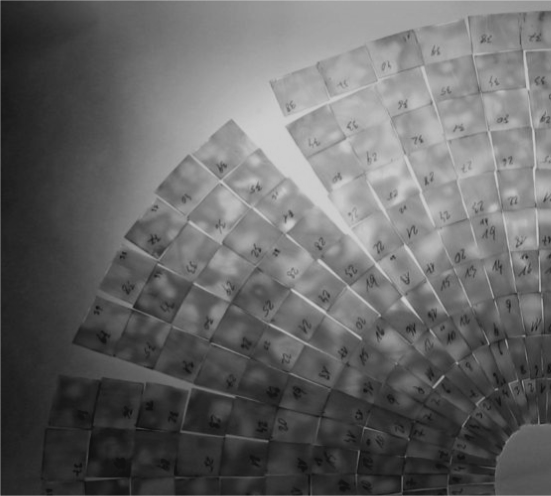
Okna należy oznaczyć zgodnie z ogólnie przyjętym sposobem numeracji: zawsze od wnętrza budowli, zaczynając od okna centralnego w prezbiterium i oznaczając je cyfrą I. Licząc od niego, numerujemy okna rosnąco, te po lewej stronie oznaczamy n II, n III, a po prawej – s I, s II itd. Z kolei w pionie każde okno numerujemy w pasach a, b, c, a rzędy poziome od dołu okna numerami 1, 2, 3, (o ile zachodzi taka potrzeba). Schemat ten będzie potrzebny przy montażu okien po konserwacji.
Następnym etapem jest demontaż pól witraża. Przed demontażem musimy zabezpieczyć pęknięte szkła czy zniszczony ołów tak, by udało się wyciągnąć witraż w całości. Na tym etapie oceniamy też stan zachowania elementów ramy metalowej.
Po demontażu witraża z obramień i przetransportowaniu go do pracowni, odrysowujemy siatkę ołowianą na papierze metodą przecierki lub przerysowujemy ją na podświetlaczu. Oznaczamy szkła numerami i zaznaczamy ubytki lub szkła nieautentyczne. Oceniamy stan szkieł, warstwy malarskiej, stan ołowiu – zawsze z szacunkiem dla zabytku, nie traktujemy go jako elementu całkowicie przeznaczonego do wymiany.
Dokumentujemy stan witraża, wykonując fotografie zarówno w świetle przechodzącym, jak i odbitym. Aby pokazać stan zachowania, można wykonać zdjęcie w świetle bocznym. Należy też wykonać dokumentację rysunkową stanu zachowania witraża, posługując się oznaczeniami zalecanymi przez Corpus Vitrearum Medii Aevi.
Konserwacja właściwa powinna ograniczyć się do niezbędnego minimum. Pierwszą czynnością jest konsolidacja warstwy malarskiej, do czego używa się kompozycji żywicy akrylowej Paraloid B-72 z acetonem. Jest to związek sprawdzony i bezpieczny. Następnie usuwa się resztki kitu oraz niewłaściwe uzupełnienia. Jeśli zachodzi taka potrzeba, to dopiero na tym etapie wykonuje się demontaż siatki ołowianej, którą to czynność powinno się wykonywać z niebywałą ostrożnością, ponieważ w trakcie zniszczyć można bezpowrotnie szkło. Należy zatem uważać, a jeśli to możliwe, demontować tylko konieczne fragmenty.
Kolejnym etapem jest usuwanie zabrudzeń i efektów korozji szkła. Ten etap jest niezwykle trudny i wymaga precyzji oraz doświadczenia. Stosunkowo łatwo usuwa się zanieczyszczenia powstałe na wewnętrznej stronie witraża – w przypadku szkieł dobrze zachowanych i nieskorodowanej warstwy malarskiej – wystarczy zazwyczaj usunąć zabrudzenia wacikami, nasączonymi rozpuszczalnikami organicznymi lub wodą. Nie zaleca się używania detergentów. Oczywiście nie należy moczyć witraży w wodzie, ani też mechanicznie ścierać zabrudzeń twardymi narzędziami. Zdecydowanie trudniej wyczyścić stronę zewnętrzną pola. Istniejące tam zabrudzenia i produkty korozji potrafią bardzo mocno przywierać do szkła. Konieczne jest niekiedy wykorzystanie szczoteczek czy dość twardych pędzli z włosia. Takie postępowanie jest możliwe, jeśli szkła od tej strony nie były patynowane lub patyna jest bardzo dobrze związana ze szkłem. Trzeba też wiedzieć jak postępować, by nie usunąć delikatnych często podmalowań po zewnętrznej stronie witraża. Niezmiernie istotna jest stała kontrola, doświadczenie oraz odpowiednie warunki pracy – na stole podświetlanym.
Kolejnym etapem procesu konserwacji są naprawy i uzupełnienia. Dotyczyć mogą zarówno ołowiu, jak i szkła. W pierwszym wypadku sprawa jest na ogół prosta: staramy się uzupełnić braki ołowiu, wstawiając fleki i sztukując brakujące odcinki. Należy zwrócić przy tym uwagę, by wymiary prętów były maksymalnie do siebie zbliżone.
Naprawy szkieł dokonuje się przez ich klejenie. Dawna metoda – wstawianie w miejsca pęknięć prętów ołowianych – w zasadzie nie jest już stosowana, niszczy bowiem autentyczną myśl twórcy, który nie przewidywał licznych dodatkowych podziałów. Kleje do szkła muszą oczywiście spełniać normy konserwatorskie, muszą być skuteczne i jednocześnie odznaczać się wystarczającą odwracalnością. Najczęściej używane są kleje epoksydowe – dość wytrzymałe i nadające się do uzupełniania ubytków w szkle, ponieważ możemy je barwić w masie, pod kolor szkła. Nadają się one również do klejenia pękniętych szkieł bez rozmontowywania pola, z tego względu, że dobrze penetrują szczeliny. Nie zaleca się stosowania innych klejów – są one bądź zbyt sztywne bądź narażone na działania mikroorganizmów – jak kleje silikonowe. Kolejnym etapem jest uzupełnianie ubytków szkła. Oczywiście priorytetem jest zachowanie każdego oryginalnego kawałka. Jeśli jednak zachodzi taka potrzeba, staramy się dobrać odpowiednie szkło współczesne. W przypadku szkieł dawnych trzeba często po wielokroć ponawiać próby kolorystyczne, by trafić na zbliżony odcień. Inna sytuacja występuje w przypadku dużej części szkieł XIX- i XX-wiecznych. Technologia ich wytwarzania jest do dzisiaj utrzymana w kilku zaledwie hutach szkła witrażowego w Europie. Daje to jednak pewną możliwość (a nawet konieczność) czerpania z ich zasobów. Są to szkła dmuchane, zwane szkłami antycznymi, oraz szkła katedralne – lane. Każdy rodzaj ma swoją odmienna strukturę i zastosowanie. Huty te czynią udane próby odtworzenia efektów szkieł, np. XVII i XVIII-wiecznych. Znalazło to już zastosowanie przy renowacji wybranych zabytkowych obiektów.
Każda rekonstrukcja natomiast (czy uzupełnienie wykonane współcześnie) powinna być oznaczona, by nie fałszowała obrazu całości.
Osobnym tematem są szkła secesyjne. Ten okres w sztuce witrażowej charakteryzuje się wielką różnorodnością dostępnego materiału – szczególnie w szkłach ornamentowych, których wytwórczością zajmowało się wiele małych hut szkła. Większość z nich już nie istnieje, a wytwarzane wzory kolorowego szkła nie są nigdzie odtwarzane. Z praktyki konserwatorskiej zatem wiadomo, jak trudno jest dokonać renowacji prostych – wydawałoby się – secesyjnych oszkleń mozaikowych.
Często zachodzi potrzeba uzupełnień zniszczonej warstwy malarskiej. Zalecane jest wykonywanie ich na zimno, bez powtórnego wypalania oryginalnych, zabytkowych szkieł. Jako farby najczęściej używa się obecnie Paraloidu B-72.
Dopiero teraz – jeśli witraż był rozpołowiony – następuje etap ponownego składania obiektu w całość. Prace warsztatowe kończymy kitowaniem witraży, uszczelnieniem miejsc styku ołowiu i szkła. Przy starych szkłach musimy robić to delikatnie i miejscowo, nie tak, jak w przypadku okna nowego. To bardzo ważna czynność, bowiem kit nie tylko uszczelnia, ale i stabilizuje oraz usztywnia okno.
Końcowym etapem powinno być zastosowanie dodatkowych usztywnień pola witrażowego w postaci metalowych ramek obwiedniowych. Nie zawsze jest to jednak konieczne – zależy od jakości ołowiu oraz wielkości pola witrażowego.
Na tym etapie jeszcze raz dokumentujemy prace, a każde uzupełnienie nanosimy na schemat rysunkowy.
Ostatnią fazą prac jest ponowny montaż witraży. Na ten etap należy zwrócić szczególną uwagę. Z wielu względów nie powinno się ponownie montować witraży w pierwotnym ich leżu. Powodem jest zastosowanie zalecanego obecnie szklenia ochronnego. Nie tylko jest ono ważne z uwagi na izolację cieplną budynku, ale przede wszystkim chroni witraż przed czynnikami zewnętrznymi, takimi jak parcie wiatru, woda oraz działalność ludzka. Raczej nie stosuje się już obecnie siatek zewnętrznych, chroniących przed uszkodzeniami mechanicznymi. Zamiast tego można zastosować szybę klejoną, odporną na uderzenia. Równie ważnym powodem stosowania oszkleń zabezpieczających jest uniknięcie problemu wody kondensacyjnej, skraplającej się na powierzchni okien. Problem ten dotyka w szczególności wnętrz kościelnych, gdzie często mamy do czynienia ze skraplaniem pary wodnej na przegrodzie okiennej. Zaleca się zatem stosowanie dystansu pomiędzy witrażem, a szkleniem ochronnym, tak by pomiędzy nimi była dobra cyrkulacja powietrza.
Zapewnia to już szczelina ok. 50 mm. Raczej niemożliwym jest uzyskanie w starych ramach takiej dylatacji. Należy więc stosować dwie ramy: jedną tylko do oszklenia, a drugą niosącą sam witraż. W większości obiektów takie możliwości istnieją.
Zastosowanie podwójnej ramy ma też inny cel: powinno ułatwiać bezkolizyjny dostęp do zabytkowego witraża, w celu zarówno kontroli, jak i badań. W przypadku rozwiązań jednoramowych jest to utrudnione, są one bowiem najczęściej sklejane i uszczelnione na głucho, bez możliwości łatwego demontażu i zajrzenia do zewnętrznej strony pola witrażowego.
Trzeba dodać, że pojawienie się oszklenia zabezpieczającego wyraźnie wpływa na wygląd całości obiektu architektonicznego. Ta nieczęsto poruszana kwestia doprowadzić może do zatracenia wartości dawności fasady, w której takie przeszklenia się znajdują. Cóż z tego, że osadzone są w niej zabytkowe, dobrze zakonserwowane witraże, gdy na zewnątrz świecą, odbijając niebo jak lustra i nowoczesne, duże tafle szklane? W ten sposób tworzą się rażące „dziury” w murach, obce dla zabytku. Dotyczy to chyba większości realizacji. Nawet pieczołowicie odrestaurowana stolarka okienna najczęściej szklona jest szkłem nowoczesnym, nadającym się raczej do biurowca niż do zabytku.
W przypadku konserwacji witraży postępowanie powinno obejmować takie wykonanie oszklenia zabezpieczającego, które będzie harmonijnie komponować się z zabytkową elewacją. Postuluje się wykonywanie przeszkleń zabezpieczających w postaci błony szklanej – ze szkieł bezbarwnych, rozdrobnienie wielopolowe nowo wykonanej ramy nośnej (gdy nie ma innego wyjścia) lub zastosowanie elementów naśladujących rozdrobnienie i podziały pól witrażowych (jak dublowanie ołowiem) lub stworzenie złudzenia witraży za pomocą metody fusingowej, jak pokazują to modelowe rozwiązania, np. w katedrze w Chartres. (il. 16) Oczywiście wiążą się z tym dodatkowe nakłady, jakie musi ponieść inwestor, jednak patrząc z perspektywy konserwatorskiej, tylko takie rozwiązanie powinno mieć rację bytu.
Tajchman, Metoda konserwacji i restauracji dziedzictwa architektonicznego w zakresie zabytkowych budowli, [w:] Problemy konserwacji i badań zabytków architektury, red. A. Kociałkowska, Gdańsk, 2008, s. 36.
Karaszkiewicz, Badania średniowiecznych witraży Kościoła Mariackiego w Krakowie, [w:] Studia i materiały Wydziały Konserwacji i Restauracji Dzieł Sztuki ASP w Krakowie, Kraków 1997, tom VII, s. 127.
Szklenie w romby – Francja XIX w.
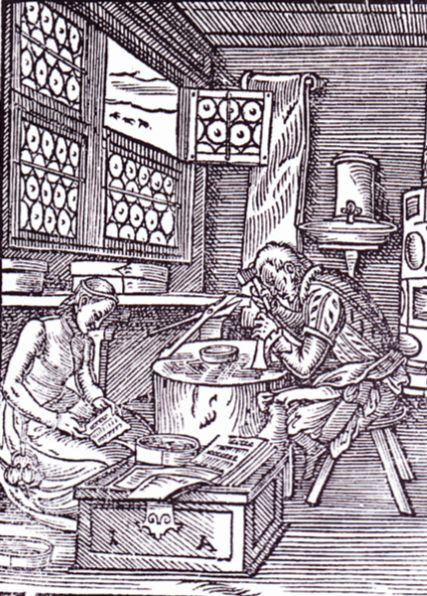
Szklenie w gomółki – fragment drzeworyt XVI w.
Szklenie w sześciokątne gomółki – Niemcy XVIII w.
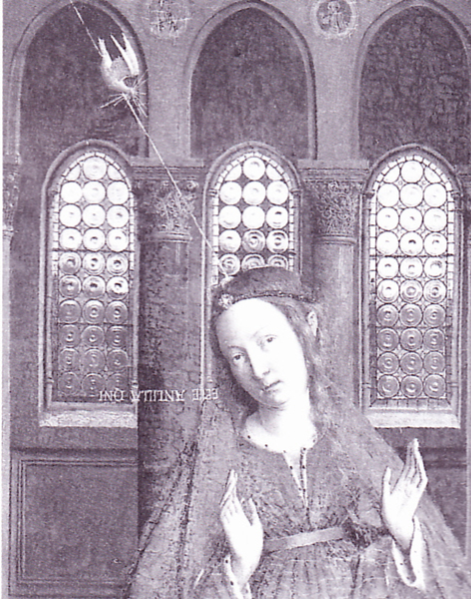
Szklenie w duże krążki – Zwiastowanie (fragment)
– Jan van Eyck 1434 – 1436.
Szklenie w prostokąty – Polska XIX w.
Szklenie mozaikowe – Polska XIX w.
Zniszczony witraż przed demontażem
Malowidło witrażowe – Polska XVI w.
Technika mieszana – Francja XVI w.
Arabeski cysterskie
Przykład modelowego rozwiązania dla
oszklenia zabezpieczającego – Chartres
W pracowni witrażowej nie może zabraknąć podświetlanego stołu. Urządzenie takie pozwala na wygodne przenoszenie konturów na szkło, porównywanie odcieni próbek a nawet cięcie szkła na jego powierzchni. Profesjonalne pracownie dysponują stołami o dużych powierzchniach, dzięki czemu można oglądać witraże w całości. Miłośnicy najczęściej nie mają tego typu potrzeb i nie dysponują wystarczająca powierzchnią do instalacji takiego „mebla”.
W codziennej praktyce jednym z bardziej uciążliwych zajęć jest przenoszenie konturów szablonu na szkło w celu dalszego cięcia. O ile pod jasny i przejrzysty materiał można podłożyć wprost wzór do wycięcia, to jest to trudne w przypadku ciemnych lub nieprzejrzystych gatunków szkła.
W takim wypadku zastosowanie podświetlanego stołu, nawet o niewielkich rozmiarach, jest nieocenione. Po przykryciu szablonu szkłem ciemnym przejrzystym lub jasnym nieprzejrzystym na podświetlanej powierzchni widoczne są wyraźnie linie cięcia.
Poniżej prezentuję jak można w prosty sposób wykonać niewielki podświetlany stół. Zaletą rozwiązania jest prostota wykonania oraz niskie koszty. Korzyścią dodatkową jest to, że dzięki zastosowaniu oświetlenia LED urządzenie ma niewielką wysokość.
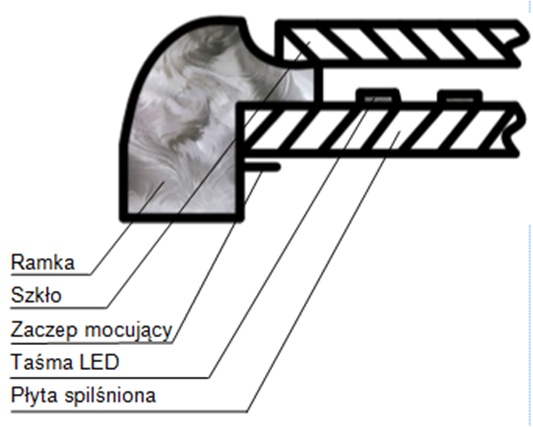
Do wykonania wykorzystałem ramkę do obrazów w formacie 30x40cm, którą można bez trudu nabyć w sklepach oferujących np. wyposażenie mieszkań. Cała lista niezbędnych elementów, to:
Ramka do obrazów – polecam ramkę drewnianą bez ostrych brzegów).
Taśma z diodami LED – polecam taśmę SMD o barwie białej, ciepłej 60diod/1mb o mocy 4,9W/1mb (zasilanie to 12V) – w opisywanym urządzeniu wykorzystałem 6mb, ale wystarczy również 5mb (typowa rolka taśmy LED).
Zasilacz 12V prądu stałego do oświetlenia LED – w opisywanym rozwiązaniu zastosowałem urządzenie o mocy 20W (moc zasilacza może być większa, zbyta mała moc spowoduje nadmierne nagrzewanie zasilacza a nawet uszkodzenie).
Matowa szyba o grubości 6mm – można zastosować szybę przezroczystą i podłożyć pergamin lub mleczną folię.
Zaproponowane rozwiązanie można zastosować do ramki, wykorzystując więcej taśmy LED, zasilacz o odpowiednio dopasowanej mocy oraz grubsze szkło.
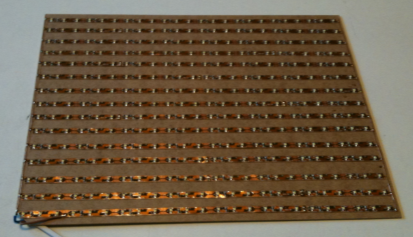
W komplecie z ramką dostarczana jest płyta spilśniona. Na jej powierzchni naklejamy odcinki taśmy LED, która od spodu pokryta jest warstwą samo-przylepną.
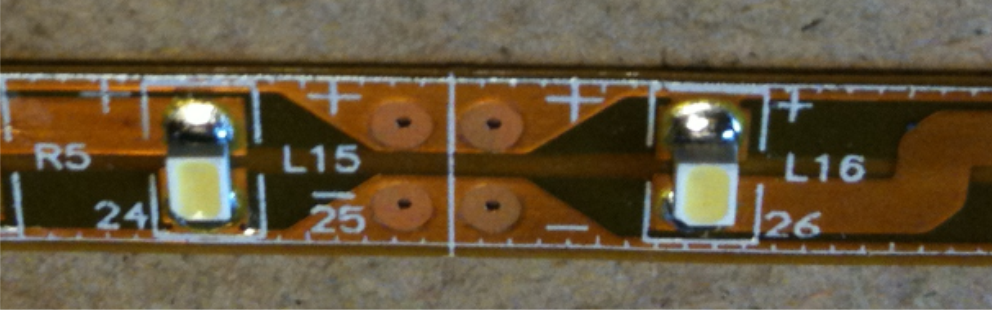
Podczas cięcia taśmy LED należy pamiętać, że cięcia można dokonać jedynie między modułami. Moduł kończy się i zaczyna dwoma punktami lutowniczymi na miedzianych ścieżkach dla + i dla –.
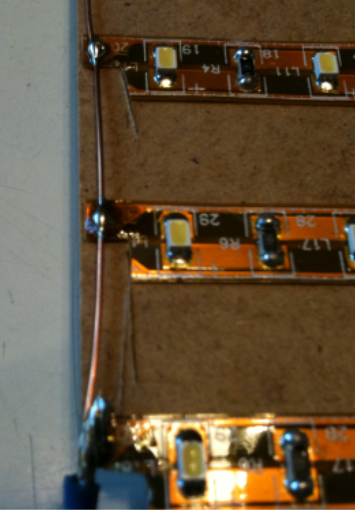
Wzdłuż boków lutujemy przewody. Po jednej stronie łączymy + (plusy) a po drugiej – (minusy). Jest to tzw. połączenie równoległe. Podczas lutowania uważać, aby przez pomyłkę nie połączyć + z – bo to spowoduje zwarcie i może doprowadzić do uszkodzenia zasilacza.
Ostatnim etapem lutowania jest połączenie przewodów od zasilacza z taśmą LED. Łączymy przewód + zasilacza z linią + taśmy oraz odpowiednio przewód – zasilacza z linią – taśmy.
Płytę spilśnioną z elementami LED montujemy w ramce.
Używanie tak przygotowanej ramki nie byłoby komfortowe z uwagi na silną poświatę diod LED. Dlatego doskonałym rozwiązaniem jest przykrycie całej powierzchni matowym lub mlecznym szkłem.
Szkło można umieścić wewnątrz ramki, jednak mnie udało się kupić ramkę z wyfrezowaną krawędzią. Dzięki temu płytę szklaną można swobodnie wyjmować z ramki a poza tym ma ona mocne oparcie na całym obwodzie.
Grube szkło oraz oparcie go na całym obwodzie pozwala na używanie silnego nacisku na powierzchnię. Takie rozwiązanie umożliwia cięcie elementów bezpośrednio na stole.
Przygotowane urządzenie spełnia swoje zadanie w pracowni i znakomicie ułatwia codzienną pracę.
Szkło hartowane różni się od szkła zwykłego sposobem pękania po rozbiciu. Szkło hartowane rozpada się na drobne kawałki o tępo zakończonych krawędziach. Hartowanie szkła polega na ogrzaniu tafli do wysokiej temperatury, a następnie bardzo szybkim jej ochłodzeniu.
Dzięki temu procesowi szkło hartowane jest bardzo wytrzymałe na uszkodzenia mechaniczne. Cechuje je pięciokrotnie wyższa wytrzymałość na zginanie w porównaniu ze szkłem niehartowanym. Zaletą jest również odporność na szok termiczny, czyli szybkie zmiany temperatury otoczenia i nagrzewanie powodowane promieniowaniem słonecznym. Należy wspomnieć także o zmniejszeniu ryzyka zranienia w przypadku uszkodzenia tafli. Przy przekroczeniu wytrzymałości szkła następuje jego rozbicie na drobne nieostre kawałki.
Ze szkła hartowanego wykonuje się ściany działowe, drzwi, regały, kabiny prysznicowe, blaty stolików, zadaszenia, meble.
Tafla szklana przeznaczona do hartowania podlega wielu obwarowaniom. Jej wymiar ma ograniczenia minimalne oraz maksymalne.
Wymiary hartowanych elementów wynikają z parametrów technicznych pieca hartowniczego. Szkło wewnątrz urządzenia porusza się na rolkach. Wobec tego elementy muszą być co najmniej większe od podwójnego rozstawu rolek. Maksymalny wymiar jest uzależniony od szerokości przepustowej pieca.
Bardzo istotnym parametrem jest dopuszczalna grubość hartowanego szkła.
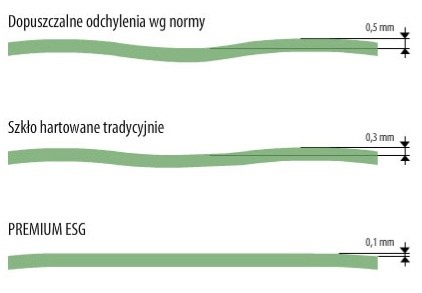
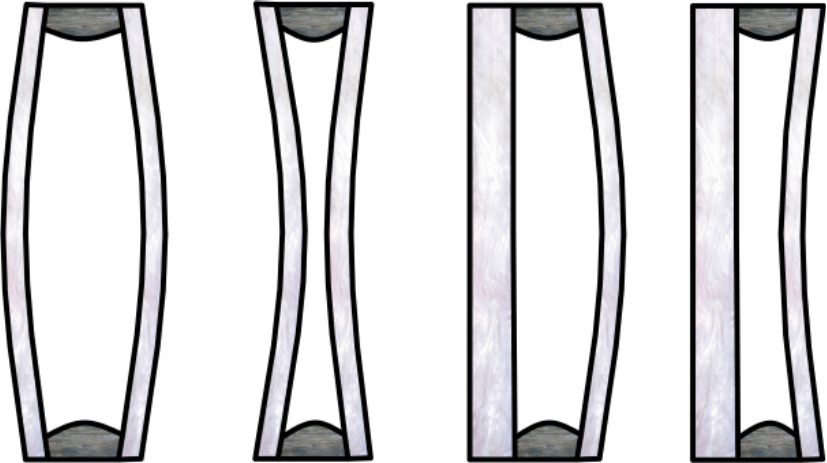
Nieodłącznym elementem procesu hartowania jest efekt falowania szkła. Hartownie szkła z reguły informują klientów o możliwości wystąpienia tego zjawiska. Efekt falowania ma szczególne znaczenie w przypadku montowania szyb w fasadach budynków, zwłaszcza o dużych powierzchniach przeszkleń. Uwidacznia się to przez zniekształcenie obrazu odbitego w fasadzie.
Zjawisko to nazywane jest efektem „roller waves” i występuje w powszechnie stosowanej, tradycyjnej metodzie hartowania. Szkło w tradycyjnym piecu hartowniczym jest transportowane poziomo po rolkach, które dotykają całej długości dolnej powierzchni tafli. Szkło rozgrzewane jest do temperatury 620oC co powoduje zmianę jego stopnia lepkości, staje się ono bardziej plastyczne i odkształcalne. To z kolei powoduje zapadanie się szkła w przestrzeni między rolkami, po których jest transportowane. Szybkie schłodzenie szkła powietrzem, powoduje zahartowanie, co utrwala nabyte pofalowania powierzchni. Aby zmniejszyć efekt zniekształcenia obrazu zaleca się przeprowadzenie hartowania kierunkowego, które polega na innym układzie przesuwania szkła .
Najnowsze piece hartownicze eliminujące efekt „roller waves” wykorzystują efekt poduszki powietrznej wytwarzanej pod taflą. Szyba przejeżdżając przez piec hartowniczy jest uniesiona w powietrzu i nie dotyka rolek.
Z uwagi na powyższe ograniczenia zaleca się stosować hartowanie tafli szklanych co najmniej o grubości 4 mm. Niektóre firmy informują, że minimalna grubością jest 5 mm.
Normy dotyczące szkła hartowanego dopuszczają odchyłkę od płaskości 0,5mm. Szkło hartowane metodą tradycyjną posiada zwykle pofalowanie do 0,3mm. Szkło hartowane na tzw. poduszce powietrznej ma całkowicie płaską powierzchnię w części środkowej. Płaskość tego szkła w części środkowej można porównać z płaskością szkła niehartowanego (odprężonego). Falowanie szkła jest szczególnie wyraźnie widoczne na powierzchniach odbijających obrazy (np. na fasadach budynków).
Szkło przeznaczone do hartowania nie może posiadać ostrych krawędzi (krawędzie muszą być przynajmniej zatępione, szpice i wcięcia zaokrąglone).
Istotne są wymiary elementów. Przyjęte jest, że maksymalny stosunek szerokości do długości formatki musi być większy od 1 do 6, czyli np. element o szerokości 10 cm nie może być dłuższy niż 60 cm.
Czasami w elementach potrzebne są otwory. Z naturalnych powodów, nie można wiercić ich po zahartowaniu. Czynimy to w szkle niezahartowanym. Istotna jest odległość otworu od krawędzi formatki. Nie może być ona mniejsza niż dwukrotna grubość szkła. Ważna jest również wielkość otworu. Jego średnica nie może być mniejsza niż grubość szkła.
Szkło hartowane podobnie jak float jest wykorzystywane w szybach zespolonych. Coraz częściej witraże wystawione na oddziaływanie warunków atmosferycznych instalowane są wewnątrz takich zestawów. Gwarantuje, to z jednej strony bezpieczeństwo tak „ukrytego” dzieła a z drugiej strony zapewnia łatwość utrzymania okna w czystości. Realizacji zespolenia szkła mogą się podjąć technicznie doświadczone osoby lub można to zlecić po prostu zakładowi szklarskiemu.
Wspominam o tym w niniejszym artykule, ponieważ w przypadku dużych realizacji nieestetyczne zjawisko falowania szkła nie będzie wynikało jedynie z efektu „roller waves”. Otóż szyby zespolone zawierają wewnątrz zamkniętą i hermetyczną przestrzeń. Wklęsłe lub wypukłe ugięcie tafli będzie wynikało z oddziaływania wiatru oraz ciśnienia atmosferycznego. Zalecane jest w takich sytuacjach zastosowanie grubszego szkła od strony fasady budynku (wewnętrzna powierzchnia nie odbija w sposób znaczący światła).
Jest bardzo wszechstronnym materiałem wykorzystywanym do wytwarzania wyrobów luksusowych oraz naczyń codziennego. Znane było już w Mezopotamii III tysiącleciu p.n.e.
Nazwa wynika z używanego topnika. Do piasku kwarcowego dodawano węglan sodu. W procesie produkcji do roztopionej masy dodawane są uszlachetniacze, barwniki oraz stłuczka szklana w temperaturze 1250 do 1400oC.
Szkło sodowe jest jako miękkie. Daje się ono długo formować, co jest bardzo ważną cechą dla szklarzy. Charakterystyczne są również barwa i ciężar. Niebarwione szkło ma barwę słomkową. W odróżnieniu od często stosowanego szkła ołowiowego, szkło sodowe jest zdecydowanie lżejsze.
Ten gatunek szkła ma skłonność do mętnienia. W atmosferze dużej wilgotności nadmiar węglany wapnia osadza się na powierzchni w postaci nalotu. Czyste szkło sodowe produkowano z grubego żwiru z regionu Ticino (Szwajcaria).
Współcześnie materiał ten jest wykorzystywany do produkcji szklanek, słoików, butelek, naczyń, szyb okiennych.
Etap I
nagrzewanie do temperatury 540oC
Podczas tego etapu tempo nagrzewania nie powinno być wyższe niż 150oC na godzinę. Podczas ogrzewania nie należy otwierać pieca. Ważne jest odpowiednie wentylowani pomieszczenia, w którym znajduje się piec, gdyż w tym przedziale temperatur zostanie wypalona większość zanieczyszczeń.
Etap II
formowanie zestawu szkła – 540 – 710oC
Szkło w górnym zakresie temperatur osiąga barwę jasnego miodu. W celu wypalania farb szklarskich wystarczy przedział temperatur od 520 do 650oC. Wypalanie powierzchni w tych technikach jest najprostszym cyklem i po utrzymaniu oczekiwanej temperatury przez kilka minut pozwala na przejście do schładzania.
Etap III
grzanie – 710-820oC
Szkło ma barwę jasnoczerwoną oraz konsystencję kitu. Wzrost temperatury w tym zakresie powinien następować szybko, gdyż zbyt wolne ogrzewanie niesie ryzyko krystalizacji szkła. Jest to proces niepożądany, gdyż kryształy tworzą się na powierzchni szkła. Większość elementów zestawu szkieł jest w tym etapie trwale połączonych. Temperatury te stosowane są także do wypalania emalii.
Etap IV
grzanie wysokie – 820-1000oC
Szkło świeci na czerwono. Wykonywanie jakichkolwiek działań przy zestawie szkła należy wykonywać do temperatury około 890oC. Powyżej tej wartości należy postępować szczególnie ostrożnie z uwagi na wysokie ryzyko zmętnienia szkła.
Należy również pamiętać, że jakiekolwiek ingerowanie w zestaw znajdujący się wewnątrz pieca może być realizowane jedynie przy wyłączonym piecu. W przeciwnym wypadku istnieje zagrożenie porażenia prądem.
Etap V
chłodzenie do temp. wyżarzania – 1000-600oC
Chłodzenie w tym przedziale temperatur może być bardzo szybkie i nie ma zagrożenia dla jakości zestawu.
Etap VI
wyżarzanie – 600-420oC
Ten etap jest najważniejszym z uwagi na bezpieczeństwo zestawu szklanego. Szkło ogrzane powyżej temperatury 460oC ma strukturę uporządkowanych cząsteczek. Bardzo ważne jest, aby podczas twardnienia masy szklanej ciepło było rozprowadzane równomiernie. Szkło musi mieć wystarczająco dużo czasu na ponowne wyrównanie struktury molekularnej. Tempo chłodzenia nie powinno przekraczać 50oC na godzinę.
Etap VII
chłodzenie – 425-100oC
Poniżej temperatury 460oC szkło może być chłodzone szybciej. Niektórzy artyści dopuszczają nawet możliwość otworzenia pieca. Nie zalecam jednak tego rozwiązania z uwagi na naprężenia wewnętrzne. Najlepiej poczekać do temperatury pokojowej lub do co najmniej 100oC.
Witraż klasyczny, tworzony jest z elementów szklanych, które podlegają zaawansowanej obróbce malarskiej. Do zdobienia stosuje się farby naszkliwne, których utrwalenie wymaga wypalenia w piecu szklarskim w wysokiej temperaturze. Technika ta gwarantuje trwałość zdobień, dorównując szkliwnemu barwieniu szkła.
Co jest potrzebne, aby rozpocząć tę ciekawą, ale i wymagająca przygodę artystyczną?
Zestaw podstawowych pędzli i narzędzi do malowania
Przede wszystkim potrzebne będą naszkliwne farby witrażowe. Są one dostępne w sklepach dla witrażystów. Farby te sprzedawane są w postaci proszku. Zależnie od składu chemicznego i producenta stosowane są różne temperatury wypału. Najczęściej farby wymagają utrwalenia w temperaturach od 520 do 650oC. Dostępne są również materiały przeznaczone dla niższych temperatur. Nie mam jednak pewności, czy trwałością dorównują tym pierwszym. Można również nabyć farby przeznaczone do wypału w temperaturach 700 do 800oC. Jednak w klasycznym witrażu stosuje się je sporadycznie z uwagi na możliwość topienia szkła. Z pewnością jednak będą one doskonałe w technice fusingu. Dostępna, szeroka paleta barw dystrybuowana jest w trzech formach: transparentnej, matującej oraz kryjącej. Dobierając farby naszkliwne należy eksperymentować poprzez próbne wypały. Warto także uzyskać informację od producenta o możliwościach łączenia kolorów. Do malatury wykorzystuje się przede wszystkim farby transparentne oraz matujące.
Bardzo ważną farbą naszkliwna jest farba konturowa. Najczęściej stosowany jest w tym celu kolor czarny kryjący.
O ostatecznym efekcie grafik decydują, obok farb, narzędzia, czyli pędzle. W pracowni stosujemy pędzle do nanoszenia konturów, nakładania farb na większych powierzchniach, cieniowania oraz szerokie blendery do wyrównywania barwnika, głównie patyn. Z uwagi na rodzaj stosowanych farb zaleca się stosowanie narzędzi z naturalnego włosia o średniej twardości (z reguły jest to sierść borsuka).
Malowanie z wykorzystaniem podświetlanego stołu.
Szpachelka, tłuczek oraz szklana płytka służy do rozrabiania past do malowania.
Należy pamiętać również o narzędziach do zdejmowania nadmiaru farby, czyli igłach, rylcach, zaostrzonych patyczkach.
Warto również zaopatrzyć się w preparat do odtłuszczania, ręczniki papierowe oraz waciki kosmetyczne.
Malować można na białym podłożu, ale najwygodniej jest korzystać z podświetlanego stołu, dzięki któremu od razu widać rzeczywiste rozłożenie farby.
Przed rozpoczęciem malowania element szklany należy oczyścić z kurzu, brudu, a przede wszystkim odtłuścić powierzchnię malowanego przedmiotu.
Wystarczy umyć element wodą z płynem do mycia naczyń. Można wykorzystać spirytus, benzynę lakową lub specjalistyczny płyn do odtłuszczania.
Utarta farba na szklanej palecie
Elementy szklane mają dwie strony i witrażyści nanoszą malaturę na jedną z nich a niekiedy z obu stron.
Pasty do malowania ręcznego sporządza się ucierając starannie na palecie proszek farbowy z odpowiednim medium. Spośród dostępnych mediów organicznych, często stosowana jest terpentyna, z dodatkami olejków poprawiających spoistość i opóźniających wysychanie pasty.
Do przygotowania past używa się również wody z dodatkami, np. cukru. Doświadczeni malarze mają opracowane własne, często skrzętnie skrywane receptury „mikstur” do zarabiania farb. Dostępne są również media wodne i organiczne produkowane przez specjalistyczne firmy.
Przygotowanie farby polega na dodaniu do proszku medium w proporcji takiej, aby uzyskać konsystencję śmietany. Co prawda na ten temat można by napisać odrębne opracowanie, ale na początek wystarczy informacja, że konsystencja powinna być taka, aby jak najwygodniej nanosić barwnik na szkło.
Bardzo ważne jest przestrzeganie dwóch podstawowych zasad: unikamy nanoszenia kolejnej warstwy farby przed wypałem (farba powinna być nałożona pędzlem w jednym etapie) oraz nie wolno nakładać zbyt grubej warstwy farby. Przestrzeganie tych norm uchroni nas od nieoczekiwanych zachowań wypalanej farby.
Nakładanie malatury na witraż jest procesem żmudnym i rozłożonym na kilka etapów.
Pierwszym z nich jest wykonanie rysunku konturowego. Zaleca się naniesienie w pierwszym etapie tzw. tonu wodnego na powierzchnię szkła. Ton wodny, to bardzo rozcieńczona konturówka, którą pokrywa się delikatnie partie cieni. Dopiero na ton wodny nanoszona jest konturówka, która wyznacza dokładnie granice elementów rysunku. W tym etapie możliwe jest również wprowadzenie pierwszych cieniowań w dwóch lub trzech tonach konturówki.
Nanoszenie konturów
Retusz konturów za pomocą igły
Po zakończeniu tego etapu należy dokładnie skontrolować uzyskane efekty. W przypadku stwierdzenia nieregularności linii można je korygować poprzez usuwanie nadmiaru farby, stosując rysiki lub zaostrzone patyczki. Z zadowoleniem stosuję stalówki mocowane w typowej obsadce do pisania i wykorzystuję je zarówno do retuszu jak i do malowania cienkich linii.
Wypalenie warstwy malarskiej.
Po zakończeniu pracy nad warstwą malarską element szklany umieszczany jest w piecu i wypalany. Krzywa wypału, jak pisałem, jest zależna od stosowanej farby.
Z reguły korzystam z farb, które wypalane są w temperaturze od 520oC do 590oC. Dla takiego przedziału stosuję następująca krzywą wypału:
rozgrzewanie 100oC/h do temperatury 200oC
rozgrzewanie 200oC/h do temperatury 560oC
wygrzewanie 30 minut w temperaturze 560oC
studzenie 50oC/h do temperatury 350oC
studzenie 100oC/h do temperatury otoczenia
Łączny czas podstawowego i bezpiecznego dla szkła wypału, to w tym przypadku około 12 godzin.
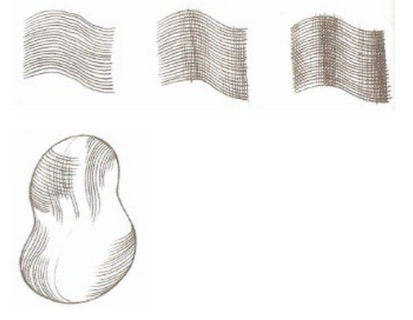
Technika cieniowania za pomocą szrafowania.
Technika cieniowania za pomocą topowania przy pomocy pędzla.
Drugi etap polega na wykańczaniu szczegółów a głównie wzmocnieniu cieni. Stosuje się do tego półkryjącą konturówkę. Nakłada się ją najczęściej metodą szrafowania, czyli kreskami. Należy jednak unikać ich krzyżowania. Wykonuje się to w sposób podobny jak w drzeworycie. Można to realizować również przez topowanie, czyli nanoszenie za pomocą tamponów. Mamy więc tu do czynienia niejako z gładkim i ziarnistym sposobem jej kładzenia, z tym że ziarniste krycie zużywa dwa razy więcej farby niż gładkie. Jeżeli wykorzystywane farby można mieszać, to można wykorzystać metodę stosowana od dawna a polegająca na mieszaniu półkryjącej konturówki z innym barwnikiem. W ten sposób można uzyskać odcień szarozielonkawy lub szarobrązowawy, co z kolei daje możliwość osiągania zimniejszej lub cieplejszej tonacji barw. Cieniując barwne szkło półkryjącą konturówka, należy uważać, aby nie zdominować lokalnego tonu, który musi pozostawać choćby w postaci małych kropek czy kresek. Wyłącznie tym sposobem osiągane jest właściwe wrażenie cieniowania.
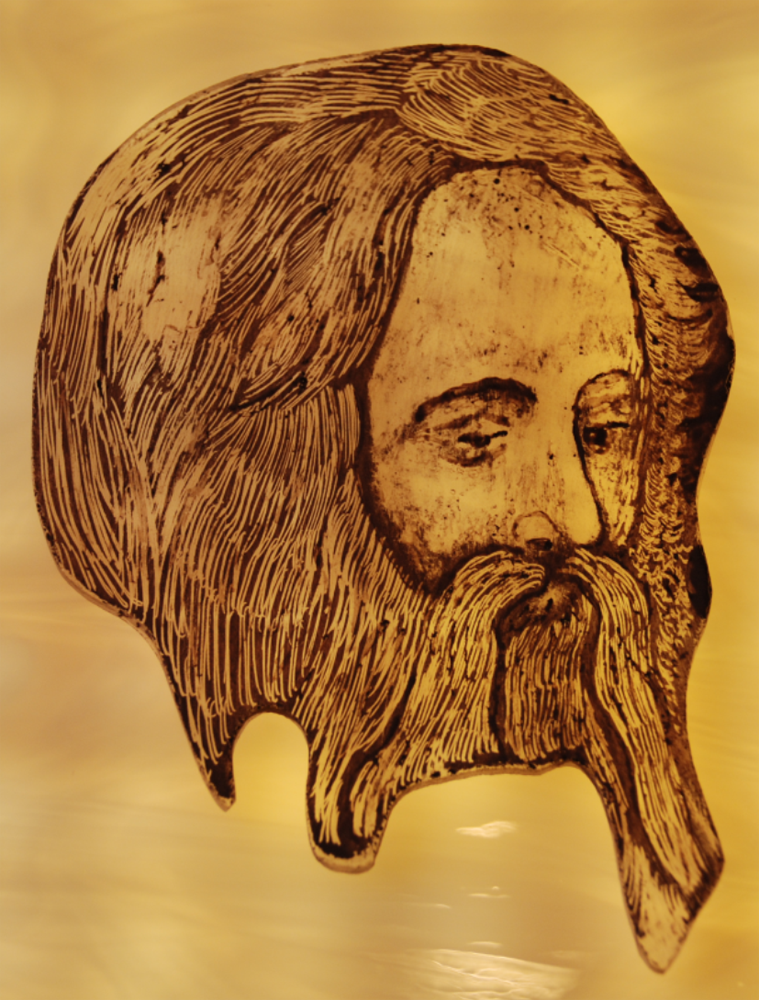
Światła i rozjaśnienie w witrażu wydobywa się przez usunięcie z odpowiednich miejsc półkryjącej konturówki, będącej jeszcze w stanie wilgotnym lub już suchym. Tym sposobem można wydobyć światło plastycznie, co umożliwia oddawanie realistycznych kształtów.
Technika cieniowania metodą usunięcia konturówki półkryjącej.
Dla witraża wyjątkowe jest to, że światła nie są tu nakładane, lecz wydobywane z warstw konturówki o różnym natężeniu.
Obok konturu cieniowanie decyduje w stopniu zasadniczym o efekcie końcowym, to już w trakcie wycinania kolorowego szkła, należy dobierać szyby cienkie, jaśniejsze do części światlejszych oraz grubsze, ciemniejsze do cieni.
Ostatnim etapem jest położenie na elementach witraża patyn. Zadaniem tej powłoki jest uzyskanie nieprzejrzystej powierzchni. Jest to równa warstwa matowego tonu odpowiedniej farby. Wykorzystując barwę białą uzyskuje się ważny element odbijania światła, dzięki czemu witraż jest czytelny również bez podświetlenia, ale oświetlony z przodu.
Aby można było cieszyć się długo z narzędzi do malowania, to należy o nie dbać. Jest to ważne, gdyż dobre pędzle są bardzo drogie, ale warto w nie zainwestować, bo znakomicie ułatwiają pracę. Najlepiej po każdym użyciu od razu umyć je w ciepłej wodzie z szarym mydłem, lub spirytusem. Jeśli pozostawimy pędzle na dłużej i niestety zaschną spróbujmy najpierw wyczyścić odpowiednim rozpuszczalnikiem. Jeśli to jednak nie da efektów należy wówczas sięgnąć po terpentynę lub bardziej agresywne medium. Czyste pędzle, jako najważniejsze narzędzie naszej pracy najlepiej będą się czuły w jakimś kubku, kuflu i koniecznie włosiem do góry.
Utrwalenie malatury wymaga wypalenia naniesionej warstwy w piecu. Na tym etapie często możemy natknąć się na zaskakujące sytuacje lub zwykłe błędy. Poniżej opiszę występujące najczęściej.
Całkowite lub częściowe odpadanie farby. Współczynniki rozszerzalności cieplnej farby i szkliwa zbyt różnią się między sobą. Szczególnie ten błąd pojawia się przy zbyt grubym nałożeniu farby.
Zmienne odcienie w ciągu wypału. Nierównomierny rozkład ciepła w piecu ma duży wpływ na farby wrażliwe na temperaturę. Dotyczy to głównie farb kadmowo-selenowych, farb purpurowych i różowych. Możliwe, że piec jest przeładowany, czego wynikiem jest złe rozpraszanie ciepła.
Odcień farby jest inny niż żądany. Problemy mogą wynikać z mieszania farb różnych producentów lub łączenia zestawów, których wzajemne relacje nie są znane. Atmosfera redukcyjna w piecu, stopień utlenienia barwnych pigmentów zmienia się wraz z kolorem. Przyczyną może być zbyt wysoka temperatura wypału farby. Jest to szczególnie ważne przy farbach kadmowo-selenowych, różowych, żelazowych i purpurowych. Powierzchnia farby może być za cienka lub za gruba.
Na powierzchni farby widać szare/czarne miejsca. Powodem może być niecałkowite spalenie się medium organicznego. Wówczas farba wybłyszcza się przed spaleniem medium lub laku. Dotyczy to najczęściej niskotopliwych farb oraz farb bezołowiowych. Istotna jest także wentylacja i cyrkulacja w piecu. Złe warunki z uwagi na brak tlenu mogą powodować słabe spalenie organiki. Należy zwrócić uwagę aby otwarty był szyber.
Matowe miejsca i plamy na dekoracji. Powodem mogą być dekstryny z wody lub nie całkowicie usunięta woda.
Powierzchnia farby wypala się na matowo. Warstwa farby jest za cienka. Wówczas barwnik źle rozkłada się w warstwie topnika i nie tworzy się zwarta, gładka powierzchnia. Farba jest wypalana w zbyt niskiej temperaturze i nie daje homogenicznej powierzchni. Wprowadzenie pary wodnej do pieca ogrzewanego elektrycznie celem polepszenia odporności farb naszkliwnych. Wypieranie tlenu pogarsza spalanie organicznych mediów. Tworzy się wówczas wiele nakłuć i matowa powierzchnia.
Zawiesina farby częściowo nie przylega do powierzchni. Jest to wynik zanieczyszczenia powierzchni tłuszczami, kurzem lub innymi zanieczyszczeniami. Mozliwe, że rozcieńczenie pasty wodą nie spowodowało całkowitej homogenizacji.
Przyczepność wodnych zawiesin jest za mała. Za mała ilość organicznych stałych poprawia przyczepność materiałów w zawiesinie.
Zmiany kolorystyczne na już namalowanych farbach purpurowych. Farby purpurowe zawierają srebro, które utlenia się na powietrzu.
Odcień pasty zmienia się w ciągu kilku dni. Farby purpurowe ze srebrem i farby kobaltowe wchodzą w chemiczne reakcje z medium, nie ma to jednak wpływu na wynik końcowy wypału.
Brak ostrych krawędzi, farba rozmazuje się. Przyczyną jest zbyt płynna farba.
Farba zbyt gęsta. Powodem jest za mało proszku w medium lub odparowanie rozpuszczalnika.
Współcześnie gama dostępnych rodzajów szkła jest niezwykle szeroka. Użytkownicy mogą wybierać szkło barwne, bezbarwne, wytwarzane ręcznie lub maszynowo.
Ze względu na metody produkcji rozróżniamy cztery podstawowe rodzaje szkła.
Szkło antyczne jest klasyczną formą tego ulubionego przez witrażystów materiału. Cechuje je przede wszystkim sposób produkcji. Od stuleci polega on na obróbce ręcznej. W jednym z poprzednich numerów Barw Szkła opisaliśmy tą metodę, która do dzisiaj jest stosowana w polskiej hucie szkła w Jaśle. Szkło antyczne wymaga żmudnej obróbki, ale w efekcie uzyskujemy niepowtarzalne, o zmiennej grubości tafle.
Szkło półantyczne jest rodzajem rzadko spotykanym. W procesie produkcyjnym tafle powstają w wyniku rozlania płynnego surowca na płaskiej powierzchni i powolnego stygnięcia.
Szkło walcowane maszynowo jest z kolei najpowszechniejszym obecnie rodzajem i powstaje w powtarzalnych procesach produkcyjnych. Roztopione szkło trafia na linii technologicznej do urządzeń walcujących, wyrównujących, odprężających i obcinających, które wytwarzają arkusze szkła o niemal identycznych parametrach. Szybkość i sprawność procesu produkcyjnego powoduje, że wytwarzane w ten masowy sposób szkło jest zdecydowanie tańsze od innych porównywalnych gatunków tego materiału.
Szkło walcowane ręcznie jest często stosowaną formą produkcji. Każdy kawałek szklanej surówki jest ręcznie walcowany. Łączenie różnych barw surowca, dodawanie stłuczki szklanej i innych wtrąceń wzbogaca różnorodność wytwarzanych tafli i czyni je niepowtarzalnymi.
Ze względu na metodę barwienia rozróżniamy dwa rodzaje szkła
Szkło barwione w masie. Najstarszy rodzaj szkła, które jest powszechnie stosowane do dnia dzisiejszego.Dodatek różnych związków chemicznych powodował nadawanie trwałej barwy produktowi finalnemu.
Podczas wykopalisk archeologicznych w Pompei i Herkulanum stwierdzono, że już przed rokiem 79 n.e. stosowano szklenie okien szkłem bezbarwnym. Materiał ten nie był przezroczysty i miał lekko zielonkawe zabarwienie. Szkło uzyskiwano w drodze wylewania płynnej masy i miało grubość około 2 cm. Technologia produkcji szkła rozwijała się bardzo szybko, chociaż odkrywane tajniki był skrzętnie skrywane przez wynalazców. Około VI w. n.e. pojawiają się witraże wykonywane z cienkiego i przejrzystego szkła. Szkło barwione w masie zaczęło być dostępne w barwach: niebieskiej, zielonej, żółtej i czerwonej. Paletę uzupełnia również szkło bezbarwne. Szklarze do produkcji szkła stosują technikę wydmuchiwania cylindrów i wykonywania z nich tafli. Technika ta, stale udoskonalana, jest stosowana do dnia dzisiejszego w produkcji szkła. Uzupełnienie masy szklanej tlenkami kobaltu, miedzi siarczkiem antymonu spowodowało pojawienie się szerokiej palety intensywności wymienionych kolorów. Szkło produkowane we wczesnym średniowieczu cechuje grubość dochodząca do 8mm. Ponadto był to materiał miękki i dlatego było ono podatne na wietrzenie, czyli w efekcie matowe.
Eksperymentując z dodatkami do masy szklanej, głównie popiołem drzewnym – źródłem potasu oraz sodą na terenach nadmorskich udało się uzyskać szkło o gładszej i twardszej strukturze. Dzięki temu utrzymywało ono przejrzystość.
Pod koniec XVII wynaleziono metodę wytwarzania lanego szkła o równej i niewielkiej grubości. Uzyskiwane tafle były niewielkich rozmiarów, ale należy uznać ten etap za początek seryjnej i powtarzalnej produkcji szkła. Ważnym osiągnięciem jest również uzyskanie w tym okresie szkła o ciemnoczerwonej barwie poprzez zastosowanie związków złota.
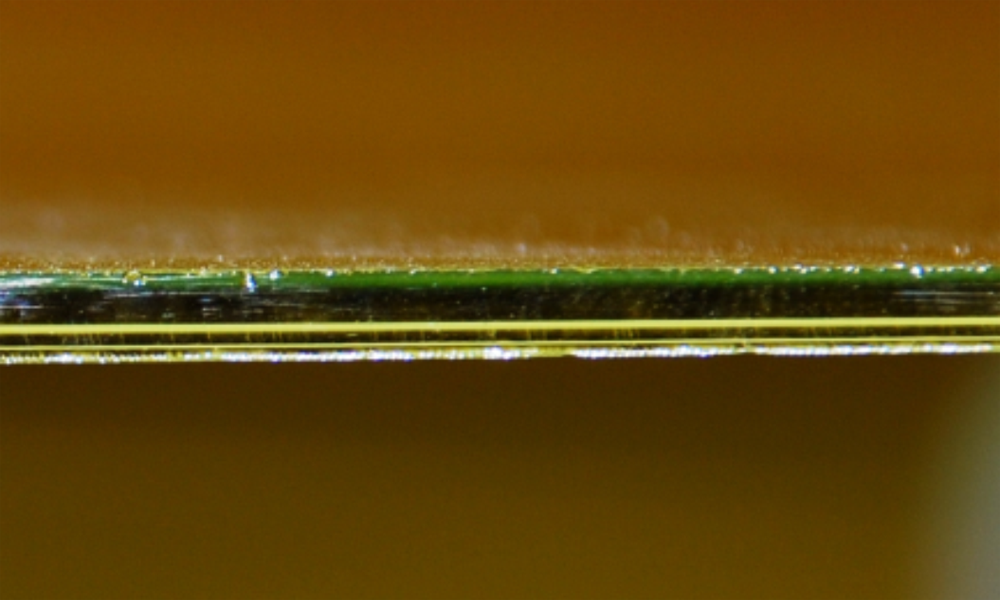
Szkło warstwowe, powłokowe. Ten rodzaj szkła składa się z dwóch lub więcej warstw. Najczęściej stosowano od dwóch do kilku warstw w celu uzyskania różnych barw oraz odcieni. Dla przykładu, szkło czerwone ma zazwyczaj intensywne zabarwienie i zastosowanie cienkiej powłoki na bezbarwnym podkładzie powodowało rozjaśnienie tonacji. Niektórzy historycy twierdzą, że liczba warstw dochodziła do 60. Technologia znalazła zastosowanie już w XIII stuleciu. Polega ona na wielokrotnym zanurzaniu wydmuchiwanego cylindra szklanego na przemian w bezbarwnej i barwnej masie szklanej. Na przełomie XIII i XIV stulecia produkowano jeszcze jeden wariant szkła powlekanego – tzw. szkło dwudonicowe. Szklarz mieszał dwa rodzaje szkła (w dwóch donicach) i następnie nabierał surówkę na piszczel w celu dalszej obróbki. Szkło zwierało smugi i przebarwienia, co tworzyło żywy obraz materiału. Szkło warstwowe ma jeszcze jedną ważną i często wykorzystywaną zaletę. Szlifując lub trawiąc kolejne warstwy można uzyskiwać inne barwy w tym samym elemencie witraża.
Ze względu na przejrzystość rozróżniamy dwa rodzaje szkła.
Szkło przejrzyste, do którego w przeważającej większości zaliczamy szkło antyczne oraz szkło katedralne.
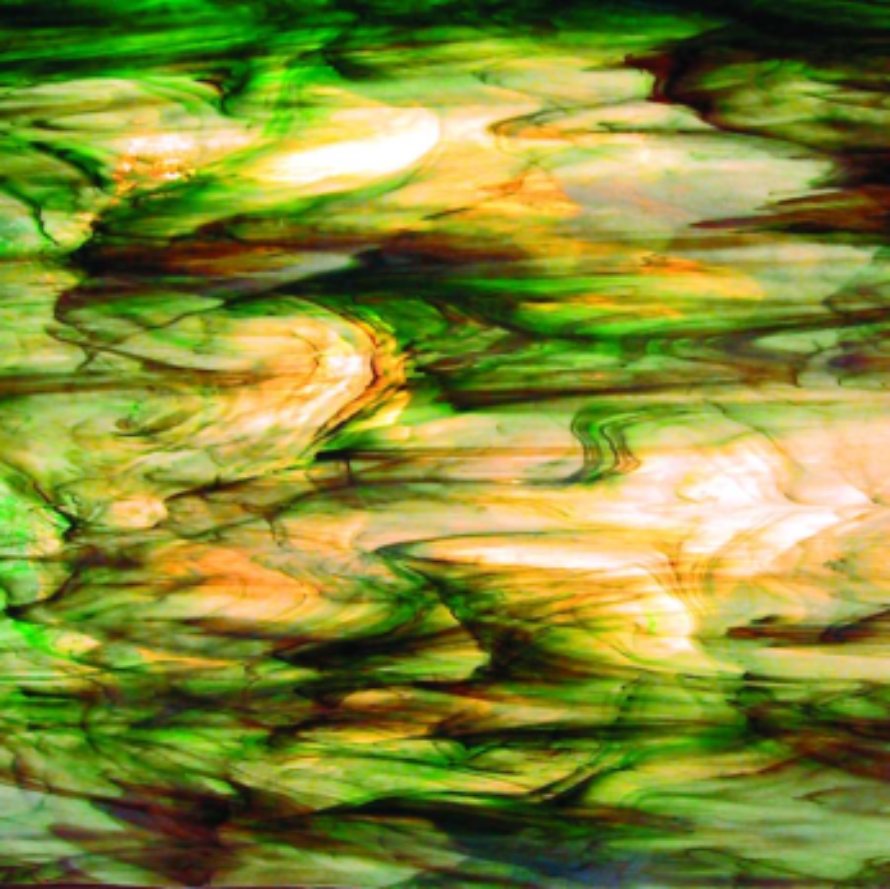
Szkło nieprzejrzyste i nieprzezierne, które bardzo często wykorzystywane jest w witrażach Tiffany. Szkło w drodze łączenia wielu surówek oraz dodatków i nieregularnego odlania cechuje niejednorodność barw, smugi, cieniowania i niepowtarzalność wzorów. Szkło jest wylewane i wstępnie walcowane. W zależności od producenta udział powtarzalnych procesów technologicznych prowadzi do utrzymywania powtarzalności uzyskiwanych efektów lub całkowitej indywidualności. Ten rodzaj szkła cechuje ponadto możliwość występowania różnych faktur powierzchni.
Na koniec pozostało wyjaśnienie, czym różni się szkło antyczne od katedralnego. To powszechna niejasność, która wynika zapewne z etymologii słów antyk i katedra. Różnica wynika głównie ze sposobu produkcji.
Szkło antyczne jest materiałem barwionym w masie (o czym była już mowa), które odpowiada strukturą i wyglądem używanemu dawniej do witraży. Cechuje je nierówna powierzchnia i grubość. W swojej strukturze zawiera pęcherzyki powietrza. Ten rodzaj szkła, dzięki powyższym cechom odznacza się silnym załamywaniem światła i niejednorodnością optyczną. W efekcie materiał ten pozwala na uzyskiwanie żywości barw oraz bogactwa niuansów i tonów witraży.
Szkło katedralne, to odmiana szkła lanego, która nie jest walcowana, ewentualnie szybko przewalcowane i wyrównane z jednej strony. Cechuje je nierówna powierzchnia i różna grubość a także zmienna przejrzystość.


 HotPot należy umieścić na środku talerza mikrofalówki. Spodnią część piecyka trzeba wyłożyć papierem ceramicznym. Dopiero na nim układamy kompozycję ze szkła, (pamiętając o stosowaniu tafli ze zbliżonym współczynnikiem rozszerzalności COE). Najlepiej zrobić to już w kuchence. Następnie zakrywamy całość pokrywą. Teraz uruchamiamy mikrofalówkę. Zalecana moc to ok. 500-600 W przy napięciu sieciowym 230 V. Jeśli chodzi o czas, przez jaki należy podgrzewać szkło, jest to sprawa dość indywidualna. Wszystko zależy od kuchenki, z którą pracujemy, ilości warstw szkła i jego rodzaju, a także oczywiście od pożądanego przez nas efektu. Po kilku próbach dochodzi się do wprawy, więc niech nikogo nie zrażają pierwsze niepowodzenia!
HotPot należy umieścić na środku talerza mikrofalówki. Spodnią część piecyka trzeba wyłożyć papierem ceramicznym. Dopiero na nim układamy kompozycję ze szkła, (pamiętając o stosowaniu tafli ze zbliżonym współczynnikiem rozszerzalności COE). Najlepiej zrobić to już w kuchence. Następnie zakrywamy całość pokrywą. Teraz uruchamiamy mikrofalówkę. Zalecana moc to ok. 500-600 W przy napięciu sieciowym 230 V. Jeśli chodzi o czas, przez jaki należy podgrzewać szkło, jest to sprawa dość indywidualna. Wszystko zależy od kuchenki, z którą pracujemy, ilości warstw szkła i jego rodzaju, a także oczywiście od pożądanego przez nas efektu. Po kilku próbach dochodzi się do wprawy, więc niech nikogo nie zrażają pierwsze niepowodzenia!