Właściwości cieplne szkła

Zenon Kozak Stapianie szkła, czyli fusing jest procesem, w którym należy zwracać szczególną uwagę na właściwości cieplne szkła. Najistotniejszą jest rozszerzalność cieplna. Obok tego, równie ważne są: naprężenia wewnętrzne oraz wytrzymałość na zmiany temperatury. Rozszerzalność cieplna jest właściwością fizyczną szkła. Polega ona na’ zmianie jego wymiarów wraz ze zmianami temperatury. Dla uproszczenia lub zastosowań pomiarowo-technicznych […]
Program Glass Eye 2000. Część 4

Jan Sas W tej części opisu programu Glass Eye 2000 opiszę zawartość bibliotek dostarczanych razem z programem. W programie w opcji File -> Browse Design ma dostęp do biblioteki przykładowych, wolnych od opłat projektów witraży. W prezentowanej wersji dostępne są 403 projekty podzielone na grupy tematyczne, autorów, style, kategorie, formaty, katalogi, słowa kluczowe. Suwak – […]
Elementy technologii produkcji antycznego szkła witrażowego

Maria Chrząszcz Zwiedzając hale produkcyjne Huty Szkła w Jaśle, odnosi się wrażenie jakby czas w tym miejscu odmierzany był według własnych reguł. Widok hutników wybierających rozpaloną masę szklaną i dmuchających ustami małe, potem większe formy nasuwa historyczne skojarzenia. Jest w tych scenach i romantyka minionych epok i ładunek autentycznej wykonywanej rękami pracy, która trwa nieprzerwanie’”. […]
Klejenie szkła UV

Karol Stankowski Właściwe określenie powinno brzmieć – spajanie elementów szklanych przy pomocy kleju utwardzanego promieniami UV (ultrafioletowymi). Wykorzystywanie promieniowania UV do zmian właściwości fizycznych powszechnie jest stosowane w stomatologii podczas utwardzania założonej plomby. Kleje UV produkowane są w wielu wariantach a ich receptury są chronione patentami. Stosowane są one do łączenia szkła ze szkłem lub […]
Cięcie szkła strumieniem wody
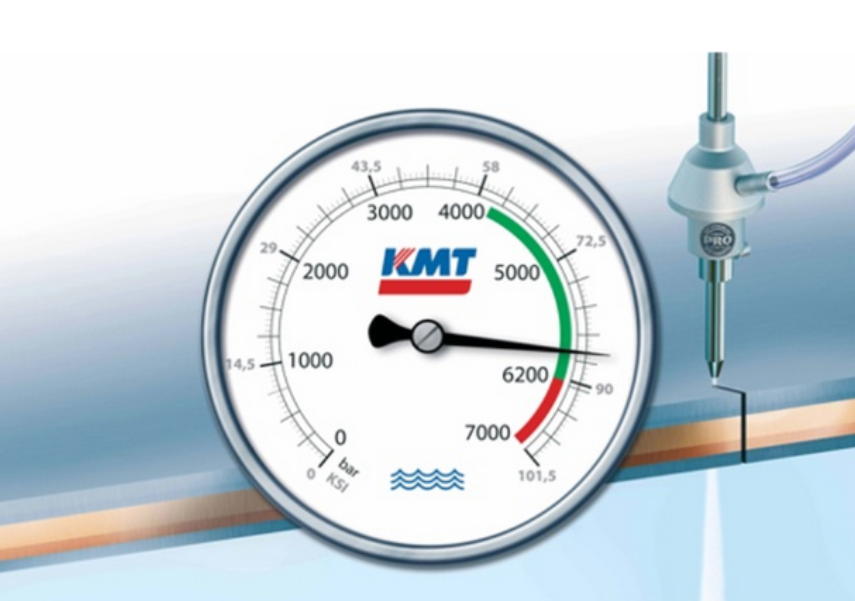
Karol Stankowski Przedsiębiorstwa na całym świecie korzystają od ponad 40 lat z możliwości, jakie stwarza technologia przecinania strumieniem wody. Elastyczność i niezawodność procesu pozwalają na zastosowanie go przy produkcji wielkich serii, jak również krótkich serii i w rozwiązaniach kompleksowych. Cięcie strumieniem wody jest ekonomiczną technologią cięcia, pozwalającą na przecinanie wszystkich materiałów. Mnogość zastosowań powoduje, że cięcia na zimno jest […]
Program Glass Eye 2000. Część 3

Jan Sas W tej części opisu programu Glass Eye 2000 przedstawię praktyczne zastosowanie tego narzędzia. Zrobimy projekt witraża w oparciu o grafikę jako wzór.. Glass Eye 2000 posiada wiele prostych funkcji, które znajdują praktyczne zastosowanie. Pierwszym etapem jest rozpoczęcie pracy z nowym projektem (File -> New) Następnie wprowadzamy grafikę w formacie jpg (File -> Add […]
Oprawa i oświetlenie witraża

Karol Stankowski Do wyrobu witraży wykorzystywane jest szkło, które ma w sobie ukryte barwy, refleksy, smugi. Dlatego najlepszym miejscem do ich eksponowania są okna. Po oświetleniu promieniami słońca lub co najmniej światła dziennego prezentują się w całej krasie. Niestety w naszych mieszkaniach nie dysponujemy odpowiednimi powierzchniami okien, które moglibyśmy wykorzystać do ekspozycji wielu prac. Poza […]
Miniwitraż

Andrzej Bochacz W poprzednim numerze „Barw Szkła” opisaliśmy propozycję nowego sposobu wykonywania witraży – technologię 12U. Klasyczny witraż w profilach ołowianych cechuje szeroka linia konturowa. W celu wydobycia szczegółów niezbędne jest ich malowanie. W witrażu Tiffany linie konturowe są węższe, ale w praktyce trudno uzyskać szerokość mniejszą od 2mm. Profile w obu przypadkach muszą „objąć” […]
Odprężanie wyrobów ze szkła

Zenon Kozak Procesy topienia i stapiania szkła są odrębnym zagadnieniem, któremu poświęciliśmy artykuł w poprzednim numerze „Barw Szkła”. Szkło, z uwagi na swoją bezkrystaliczną postać, jest wyjątkowym materiałem i niezwykle ważnym etapem jest studzenie a właściwie odprężanie. Podczas wytwarzania wyrobów powstaje wiele naprężeń, które w przypadku stapiania wielowarstwowych elementów, z różnych gatunków szkła są duże. […]
Program Glass Eye 2000. Część 2
Jan Sas Program Glass Eye 2000 jest narzędziem, które nie wyręczy w procesie projektowania. Jednak znacznie proces ten uprości, gdyż całość prac projektowych można wykonać przy pomocy komputera. O wiele łatwiej będzie wprowadzać poprawki lub większe zmiany w projekcie. No i na koniec to, co najważniejsze, każdy etap pracy projektowej można zapisywać w kolejnych plikach, […]