Podczas nanoszenia malatury na witraż, istotnym etapem jest nakładanie patyny, by w kolejnym kroku modelować tło i postacie. Dzięki temu zabiegowi uzyskujemy efekty przestrzenne.
Nałożenie patyny jest prostym zabiegiem, który był już omawiany na łamach „Barw Szkła”. Po wyschnięciu farby należy usunąć jej wybrane fragmenty. Zadanie to realizowane jest przy pomocy różnych narzędzi. Witrażyści używają igieł, noży, drewnianych patyczków, szczotek, miotełek. Jednak podstawowym narzędziem są pędzle.
Typowy pędzel, ze względu na długie włosie, jest mało przydatny do tych tapowania. W związku z tym należy go specjalnie przygotować. Polega to przede wszystkim na wzmocnieniu wytrzymałości i agresywności włosia. Jednocześnie należy zadbać o płynność oraz elastyczność pracy pędzla.
Wybierając narzędzie niewątpliwie istotną informacją jest rodzaj stosowanej farby. Patyna wykonana tylko na bazie wody lub wręcz na bazie wody destylowanej będzie bardzo słabo związana ze szkłem. Dlatego włosie w takim przypadku powinno być miękkie. Celem tapowania jest zdejmowanie warstwy malarskiej etapami, ale praca musi przebiegać sprawnie.
Przygotowując pędzle do tapowania należy wybierać tylko modele z włosiem naturalnym. Ze względu na obróbkę termiczną włosie wykonane z materiałów syntetycznych nie może być wykorzystane, gdyż będzie się topiło lub paliło.
Do przygotowania pędzla do tapowania są potrzebne: nożyczki, papier ścierny o gramaturze 100 oraz zapalniczka.
Pierwszym etapem jest obcięcie, przy pomocy nożyczek, włosia na oczekiwaną długość. Stosownie do rozmiaru pędzla oraz oczekiwanych właściwości ostateczna długość włosia będzie wynosiła od 2 do 10 mm. Przeciętnie jest to około 5 mm.
Przy pomocy zapalniczki opalamy włosie pędzla.
Dzięki temu zabiegowi ostra krawędź cięcia zaokrągli się. Ten etap wymaga wietrzenia pomieszczenia. Podczas palenia substancji organicznej powstaje nieprzyjemny zapach .
Zwęglone fragmenty włókien włosia usuwamy przy pomocy papieru ściernego. Jednocześnie formowany jest kształt części roboczej pędzla.
Tą metodą można przygotować narzędzia do tapowania o różnych rozmiarach i realizacji indywidualnych zadań. Z pewnością wyposażenie pracowni w kilka narzędzi tego typu pozwoli na usprawnienie realizacji wielu indywidulanych zadań.
„Oltreluce wykracza poza podstawowy aspekt szkła, jakim jest przepuszczalność światła.
Obserwowanie gry światła, które zlewa się w jedność z otoczeniem – czy to z wieżowcem, czy też dowolnym innym obiektem – niezmiennie budzi fascynację.
Fascynujący jest sam pomysł eksplorowania możliwości wyrazu, jakie kryje w sobie szkło, w dążeniu do wzniesienia się ponad jego naturę. Pomoc w kształtowaniu nowej, pasjonującej tożsamości tego rodzaju szkła była emocjonującym wyzwaniem projektowym. ”
Michele De Lucchi
Firma AGC Glass Europe z siedzibą w Brukseli zajmuje się produkcją, obróbką i dystrybucją szkła płaskiego przeznaczonego dla sektora budowlanego (szklenie zewnętrzne oraz wewnętrzne szkła dekoracyjne), przemysłu motoryzacyjnego (szyby samochodowe oryginalne i na wymianę) oraz energetyki solarnej. Firma ta jest europejską filią grupy AGC Glass, będącej największym na świecie producentem szkła płaskiego.
Motto firmy, „Glass Unlimited” („Szkło bez ograniczeń”), odzwierciedla możliwości oferowane przez:
szkło jako materiał, który pozwala zaspokoić coraz bardziej różnorodne potrzeby (w zakresie wygody, zmniejszenia zużycia energii, zdrowia i bezpieczeństwa, estetyki, zrównoważonego rozwoju),
innowacje w dziedzinie produktów oraz procesów, będące owocem nieustannych badań nad zaawansowanymi technologiami produkcji szkła,
ponad 100 zakładów produkcji i obróbki szkła w całej Europie – od Hiszpanii po Rosję,
światową sieć sprzedaży.
Nowa kolekcja, to znacznie więcej niż zwykłe szkło ornamentowe – to powierzchnie o niezwykłej przejrzystości stworzone dzięki transformacji naturalnych cech szkła, które zyskało nieznaną dotąd siłę wyrazu za sprawą nowatorskiego wykorzystania światła.
Szkło ornamentowe Oltreluce delikatnie filtruje światło o zmiennym natężeniu, śmiało epatując nowoczesnym wzornictwem: stanowi nośnik dla otoczenia i powierzchnię odznaczającą się wyjątkową estetyką.
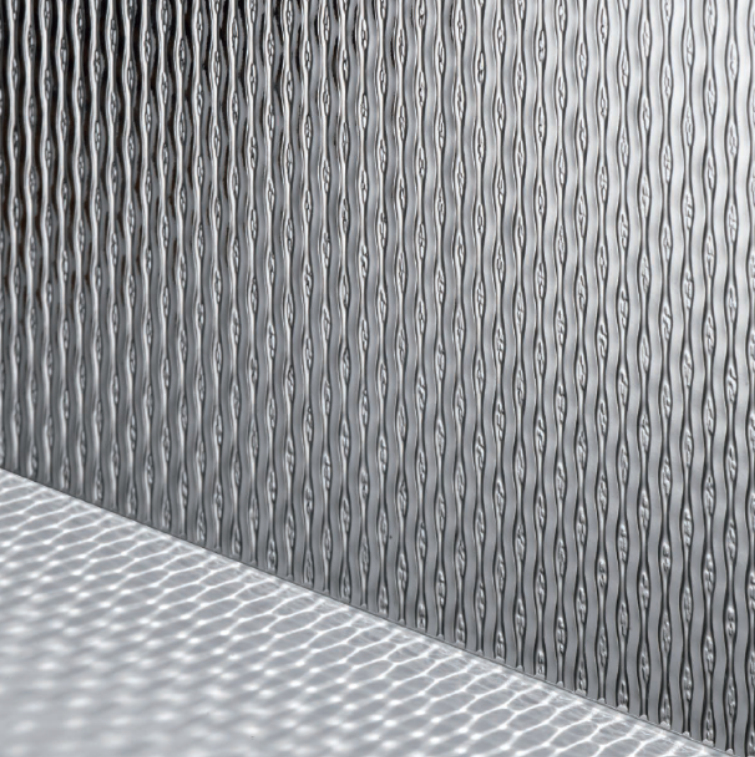
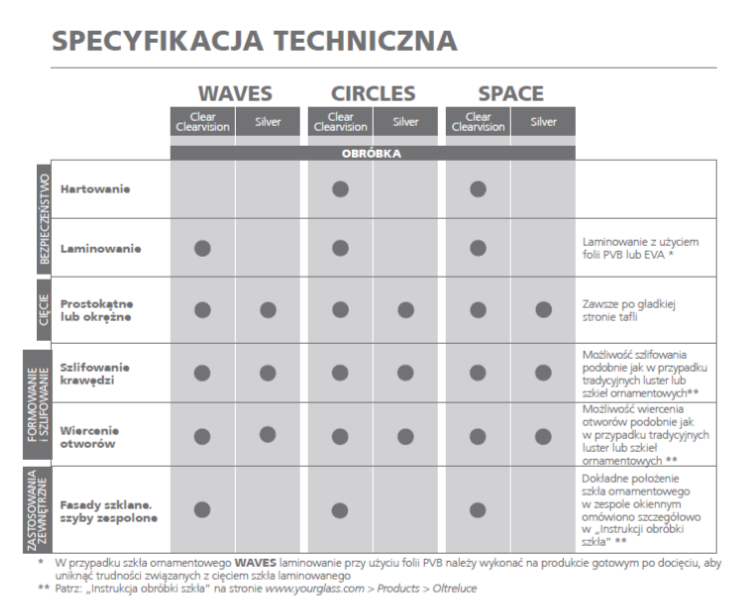
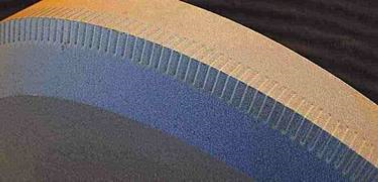
Kolekcja obejmuje szkła o trzech różnych rodzajach ornamentów WAVES, CIRCLES oraz SPACE dostępne w wersji bezbarwnej, bezbarwnej Clearvision oraz srebrzonej.
WAVES
Rozgraniczają, lecz nie dzielą. Ten wzór złożony z idealnie zrównoważonych, przeźroczystych i matowych powierzchni sprawia, że światło swobodnym nurtem wlewa się do wnętrza, tworząc niezliczone refleksy. Gonitwa smukłych, falujących cieni ożywia przestrzeń wrażeniem bezustannego ruchu, natomiast szyby srebrzone gwarantują odświeżający efekt wizualny.
CIRCLES
Powierzchnia tego szkła ornamentowego jest obsypana paciorkami o różnych głębokościach tłoczenia, co pozwala uzyskać zmienny poziom przeźroczystości uzależniony od pozycji patrzącego. Niczym krople światła na szklanej powierzchni, wyniesione ponad taflę, nieco wklęsłe koła o nieregularnym kształcie tworzą efekt soczewek. W wersji posrebrzanej przeistaczają taflę szklaną w absolutnie nieprzewidywalną powierzchnię.
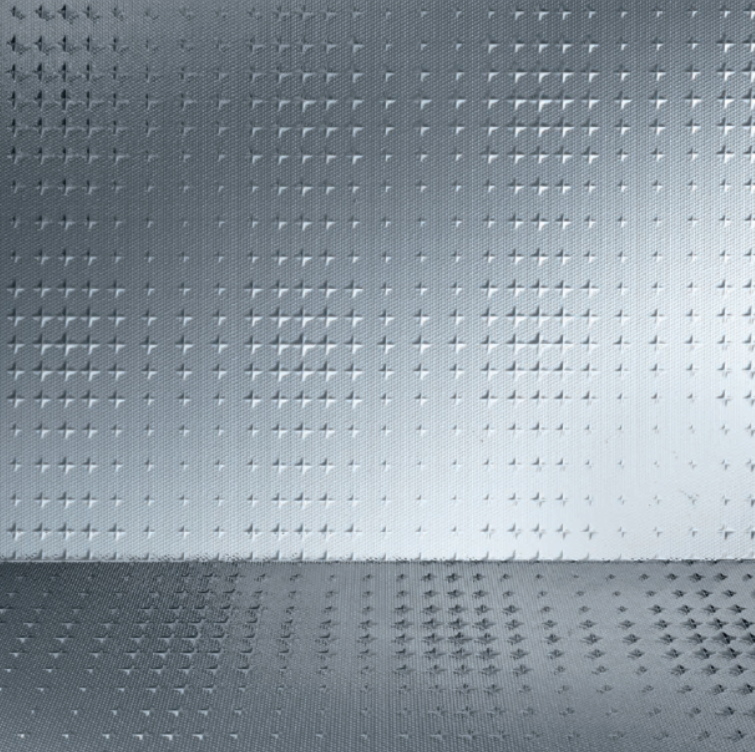
SPACE
Ten wzór powstały z połączenia zgrupowanych kropek o różnych głębokościach umieszczonych w różnych odległościach od siebie odznacza się nie-zwykłą fakturą przywodzącą na myśl zmarszczki na wodzie. Efekt jest ulotny i niedookreślony – zaskakujące przebłyski światła przesączają się przez jedyną w swoim rodzaju szklaną powierzchnię. W wersji posrebrzanej to szkło urasta do rangi nowatorskiego materiału typu hi-tech.
ZALETY I ZASTOSOWANIA
Szkło Oltreluce znajduje szereg zastosowań zarówno we wnętrzach (przegrody trwałe i przesuwane, drzwi, meble, natryski), jak i na zewnątrz budynków (okna, drzwi i elewacje szklane)
poziom przeźroczystości zmienia się w zależności od pozycji patrzącego ze względu na zmienną głębokość ornamentu wytłoczonego w szklanej powierzchni
wyjątkowe wzornictwo i estetyka
zaskakujące przebłyski światła przesączającego się przez taflę: zawsze niepowtarzalna powierzchnia szklana
szkło w wersji hartowanej charakteryzuje się wyższą odpornością mechaniczną i termiczną. Tego typu szkło można również laminować, aby zwiększyć poziom ochrony i bezpieczeństwa
szkło Oltreluce może być montowane w szybach zespolonych
stosowany przez AGC proces produkcji szkła ornamentowego gwarantuje najwyższe standardy dzięki stałej i rygorystycznej kontroli jakości
Pisząc ten tekst, nie mogę powstrzymać się od odrywania wzroku od monitora. Co chwilę zerkam, jak promienie wędrującego po niebie słońca wydobywają z mojej nowej miseczki dziesiątki barw i odcieni. Naczynie jest bardzo efektowne, wygląda na drogie, a w rzeczywistości do jego wykonania wystarczą podstawowy sprzęt do lutowania, garść kaboszonów oraz mnóstwo cierpliwości i precyzji.
Potrzebujemy dowolnego kształtu i wielkości miseczki z tworzywa sztucznego (metalowa lub szklana za bardzo by się nagrzały), która posłuży nam jako forma. Może zdarzyć się, że uszkodzimy ją pod wpływem ciepła, dlatego najlepiej użyć naczynia zdekompletowanego albo przeznaczonego na straty. Niezbędna będzie także taśma dwustronnie klejąca oraz większa ilość kaboszonów w jednym kolorze lub ich kolorowa mieszanka (do widocznej na zdjęciach miseczki o wysokości 6 cm i średnicy 6,5 cm na dole i 14 cm na górze wykorzystałam 69 sztuk). Większe woreczki takich szklanych kamieni w korzystnych cenach można kupić w sklepach z wyposażeniem wnętrz, hurtowniach akwarystycznych i kwiaciarskich. Poza tym potrzebny będzie podstawowy warsztat do lutowania: wąska taśma miedziana (użyłam 4 mm), gładzik do zatępiania krawędzi szkła (choć szlifierka znacznie przyspieszy pracę), topnik, lutownica i spora ilość cyny.
Zaczynamy od oszlifowania kaboszonów, które następnie płuczemy, osuszamy i bardzo dokładnie wycieramy krawędzie, by usunąć z nich szklany pył, w przeciwnym razie taśma nie przylepi się do nich dobrze i niechybnie odklei się w czasie lutowania. Tak przygotowane kamyki owijamy taśmą miedzianą, dokładnie ją dociskając. Każdy kaboszon pokrywamy wstępnie cienką warstwą cyny (dotarcie do wszystkich zakamarków później będzie trudne). Miseczkę, która jest naszym kopytem, odwracamy do góry dnem i oklejamy od zewnątrz kilkoma warstwami taśmy dwustronnie klejącej. Na tak przygotowanej formie układamy dookoła kaboszony, pomijając na razie dno, które będziemy lutować na końcu.
Następnie kamyki wstępnie lutujemy ze sobą, jednak tylko na tyle, by się połączyły – pozostawiamy ażury pomiędzy. Trzeba przy tym ostrożnie dozować topnik, ponieważ jego krople oraz wysoka temperatura lutownicy mogą powodować odklejanie się kaboszonów od formy. Kiedy konstrukcja osiągnie pożądaną przez nas wysokość, zaczynamy wypełnianie szczelin pomiędzy kaboszonami cyną. Najlepiej i najszybciej działa tu skapywanie. Tworzy się przy tym ciekawa wypukła faktura pomiędzy kamieniami.
Gdy praca wystygnie, wyciągamy ze środka miseczkę oklejoną taśmą i zabieramy się za dno. Naszą szklaną otoczkę kładziemy na podkładce do lutowania, wewnątrz układamy wstępnie oblutowane cyną kaboszony wypukłą częścią do góry, łączymy je, a następnie uszczelniamy dno cyną i wyrównujemy lut wewnątrz i na górze naczynia. Pracę myjemy i osuszamy. Nareszcie gotowe!
Teraz miseczkę można ustawić w takim miejscu mieszkania, gdzie w ciągu dnia operuje słońce, a następnie obserwować, jak wygląd naczynia zmienia się wraz z porą dnia. Choć kolorowe szkło promienieje przecież także w pochmurny dzień. Gdy zapadnie zmrok, miseczce dobrze zrobi wypełnienie światłem świecy. Świetnie sprawdzi się ona jako naczynie na zdejmowane po całym dniu biżuteryjne drobiazgi lub do eleganckiego serwowania cukierków w papierkach. A wszystko to dzięki niebanalnemu zastosowaniu taśmy miedzianej! Polecam.
W XIX stuleciu wykorzystywanie zwykłego szkła okiennego było bardzo drogim przedsięwzięciem. Proces produkcji był trudny i kosztowny. Ponadto, w niektórych krajach stosowano tzw. podatek od przeszkleń okiennych. W Anglii taki podatek zniesiono dopiero w roku 1845. Wyeliminowanie wysokich kosztów oraz wprowadzenie nowoczesnych technologii produkcji szkła przyczyniło się do gwałtownego upowszechnienia tego materiału w budownictwie oraz sztukach zdobniczych.
Nowoczesna myśl techniczna przyczyniła się do tego, że w ofertach hut znalazły się tafle szklane o większych grubościach. Umożliwiło to stosowanie ich w formie dużych przeszkleń. Między innymi znalazły zastosowanie w oknach wystawowych sklepów. Wprowadzenie do architektury dużych otworów okiennych spowodowało, że pomieszczenia sklepowe były jaśniejsze oraz lepiej oświetlone.
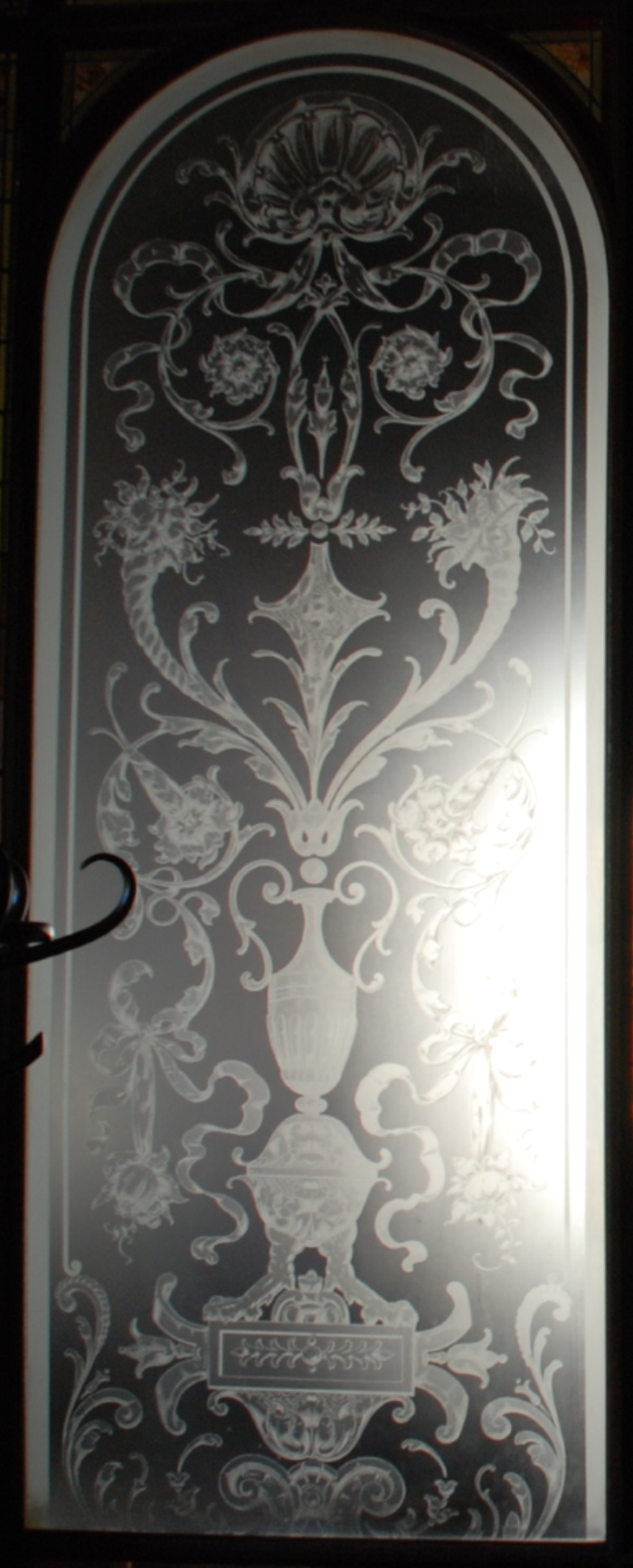
W większości przypadków przejrzyste witryny sklepowe były pożądanym rozwiązaniem, gdyż umożliwiały ekspozycję towarów. Jednak w niektórych sytuacjach oczekiwano dyskrecji. To wymagało stosowania ornamentów, które z jednej strony zapewniały dostarczanie wystarczającej ilości światła dziennego, ale z drugiej strony skutecznie ukrywały nieestetyczne wnętrze lub zapewniały prywatność. Dlatego pod koniec XIX stulecia nastąpił rozkwit technik zdobniczych. Wśród nich wyróżniały się głównie dwie: rytowanie ze szlifowaniem oraz trawienie kwasem.
Szkło poddane działaniu kwasu fluorowodorowego z maskowaniem fragmentów w celu uzyskania matowej powierzchni rysunku.
W miarę upływu czasu techniki te były doskonalone i uzupełniane innymi metodami dekoracyjnymi, takimi jak fazowanie, srebrzenie i złocenie. Zakres stosowanych wzorów był i jest nadal ograniczony jedynie wyobraźnią artystów, czy rzemieślników. Najczęściej wytrawianie szkła kwasem stosowane jest do uzyskiwania matowej powierzchni. Technik rytowania oraz szlifowania używa się do usuwania głębszych partii szkła. W przypadku szkła jednorodnego w masie uzyskuje się efekt wyciętych wzorów, podobnych do stosowanych w kryształach. Znacznie więcej możliwości dają szkła powlekane, gdyż usuwając barwną warstwę odsłaniamy inną. Najczęściej spotykamy się ze szkłem powlekanym jedną, barwną warstwą. Tymczasem producenci oferują szkła powlekane kilkoma a nawet kilkunastoma, różnymi warstwami. Przyczynia się to do znakomitego rozszerzenia palety możliwości w warsztacie rzemieślnika, artysty.
Trawienie kwasem
Trawienie kwasem polega na zastosowaniu kwasu fluorowodorowego, który jako jeden z kilku kwasów wchodzi w reakcję chemiczną ze szkłem powodując jego rozpuszczanie. Kwas ten wytwarzany jest przez ogrzewanie fluorku wapnia z kwasem siarkowym. Powstaje w wyniku kondensacji powstałego gazu w wodzie. Odkrywcą jest szwedzki chemik Karl Wilhelm Scheele, który dokonał tego w 1771 r. Jest jednak bardzo prawdopodobne, że substancja ta była wykorzystywana kilkaset lat przed tą datą.
Obraz uzyskany mieszanymi technikami trawienia kwasem fluorowodorowym oraz „białym kwasem”
Kwas fluorowodorowy standardowo dostępny jest w postaci stężonej o zawartości 40 do 50% HF. Dostępny jest on również w stężeniach wyższych – do 75% HF. Ponieważ łatwo wchodzi w reakcje chemiczne z wieloma substancjami, to wymaga specjalnych warunków przechowywania. Nie reaguje między innymi z ołowiem. W związku z tym najczęściej stosowane są stalowe lub miedziane pojemniki wyłożone wewnątrz warstwą ołowiu. Jako warstwy izolacyjnej używa się również tworzyw sztucznych.
Przykład użycia kilku technik zdobniczych: trawienie, szlifowanie oraz malowanie z użyciem farb transparentnych i półkryjących
Kwas fluorowodorowy jest bardzo agresywną i toksyczną substancją. Jego stosowanie wymaga wielu obostrzeń oraz zachowania szczególnych środków ostrożności. Szkodliwy jest kontakt bezpośredni jak i oddziaływanie oparów. W związku z tym używanie tej substancji dozwolone jest jedynie przez wykwalifikowanych użytkowników w odpowiednio przygotowanych warunkach.
Poddając szkło działaniu kwasu fluorowodorowego w krótkim czasie uzyskujemy efekt matowej powierzchni. Pozwala to na uzyskanie głównych elementów zdobniczych lub wprowadzenie ciekawego tła, które uwydatnia malaturę. Stosując maskowanie powierzchni substancjami odpornymi na kwas np. łój, zabezpiecza się wybrane fragmenty szkła. Jest to łatwy sposób do tworzenia wzorów, które powstają z fragmentów szkła nie poddanych działaniu kwasu.
Jeżeli proces trawienia trwa odpowiednio długo, to możliwe jest nie tylko zmatowienie, ale również usuwanie głębszej warstwy szkła. Ta metoda znajduje zastosowanie między innymi przy wykorzystywaniu szkieł powlekanych. Kwas fluorowodorowy, stosownie do stężenia, może w ciągu jednej godziny wytrawić materiał na głębokość około 0,5mm.
Trawienie kwasem z wykorzystaniem miki
Bardzo ciekawy efekt można uzyskać kiedy podczas trawienia powierzchnia szkła zostanie posypana płatkami miki. Ta dekoracyjna technika pozwala uzyskać nierówną, chropowatą a jednocześnie błyszczącą powierzchnię.
Przykład szlifu brylantowego na szkle powlekanym
W XIX stuleciu opracowany został środek o popularnej nazwie „biały kwas”. W wyniku połączenia kwasu fluorowodorowego oraz węglanu sodu uzyskano substancję o konsystencji gęstej emulsji. Działanie „białego kwasu” na szkło jest odmienne od silnie żrącego kwasu fluorowodorowego. Uzyskuje się efekt delikatnej, matowej powierzchni.
Mistrzowskie pracownie doskonaląc procesy wieloetapowego trawienia „białym kwasem” oraz kwasem fluorowodorowym a także jego rozcieńczonymi formami osiągają niezwykle wyrafinowane obrazy.
Szlif brylantowy
Przykład szlifu brylantowego na szkle powlekanym
W połowie XIX stulecia rozwinięta została technika szlifowania szkła płaskiego o bardzo dużych rozmiarach. Wprowadzono wówczas koła grawerskie, wykonane z piaskowca karbońskiego o średnicy od kilku do 100 cm. Każdy rodzaj kamienia przeznaczony jest do uzyskania określonego efektu. Generalnie duże kamienie wykorzystuje się na liniach prostych i krzywych łagodnych. Natomiast mniejszych kamieni używa się przy zaostrzonych łukach. Wykorzystywane są także różne profile krawędzi tnącej, które mogą być okrągłe, kwadratowe lub klinowe. Przy ich pomocy łatwo uzyskać efekty pryzmatycznych linii, łagodnych i szerokich linii a także usuwać materiał w celu wydobycia np. powierzchni liści.
Szlif brylantowy podobnie jak i inne techniki mechanicznej obróbki szkła wymagają intensywnego chłodzenia wodą. Proces szlifowania szkła w pierwszym etapie polega na usunięciu szkła na odpowiednią głębokość. W następnej kolejności następuje polerowanie powierzchni. Stosuje się do tego specjalne tarcze z włókniny oraz pasty polerskie.
Uzyskiwanie szlifu brylantowego jest bardzo pracochłonnym procesem i wykonywany jest przez wykwalifikowanych pracowników.
Konserwacja zdobionych wyrobów szklanych
Z biegiem lat i stosownie do warunków, w jakich znajduje się wyrób ulega on zanieczyszczeniu. Najczęściej wystarczającym jest delikatne oczyszczenie z pyłu i tłuszczu. Wykonuje się to za pomocą miękkiego pędzelka zamoczonego w wodzie destylowanej. Można stosować aceton lub rozcieńczyć denaturat wodą. Szczególnie w przypadku wartościowych wyrobów należy postępować ze szczególną ostrożnością.
Przykład szlifu brylantowego na szkłach powlekanych
Zdarza się, że wyroby zdobią pomieszczenia lub obiekty ogólnodostępne i są narażone na silny wpływ otoczenia. Mogą być wówczas pokryte warstwą pyłu, smoły, nalotu z dymu tytoniowego. W przypadku narażenia na bezpośredni wpływ warunków atmosferycznych mogą pojawiać się pleśnie i porosty. Do usuwania zabrudzeń należy używać szarego mydła i wody destylowanej. Zaleca się unikać detergentów. W żadnym wypadku nie wolno stosować materiałów ściernych.
Niestety zabrudzenia mogą być o wiele bardziej poważne. Podczas odświeżania elewacji lub pomieszczeń mogą pojawić się plamy od farb, gipsu i innych substancji na bazie cementu lub substancji epoksydowych, akrylowych czy silikonowych. Usuwanie tego typu zabrudzeń wymaga specjalistycznego postępowania.
W serwisie www.pl.wikipedia.org odnajdujemy następująca definicję tapowanie – (z ang. to tap – stukać) – technika malarska obecnie wiązana głównie ze street art polegająca na delikatnym uderzaniu pędzlem z płasko ściętą szczeciną o szablon pod kątem 90 stopni do malowanej powierzchni. Technika ta używa na jest przy nakładaniu zarówno suchych, jak i tłustych gruntów malarskich na podobrazia twarde.
Technika „stukania” służy do nakładania farby na podobrazie i znajduje zastosowanie w nakładaniu malatury. Jednak podczas tworzenia witrażu znacznie częściej wykorzystywana jest do usuwania farby.
W poprzedniej części cyklu „Malujemy elementy witraża” omówiłem w kilku zdaniach w jaki sposób pokryć element witraża równomiernie farbą.
Ta umiejętność jest bardzo istotna dla dzisiejszego tematu. Aby usuwać farbę przez tapowanie, należy najpierw nanieść ją na szkło.
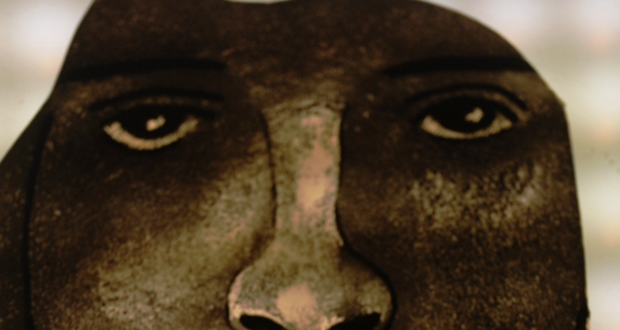
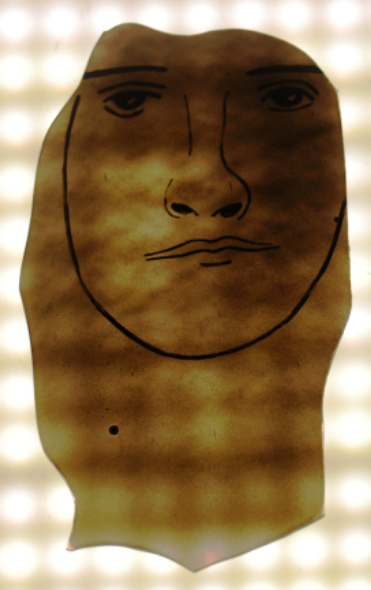
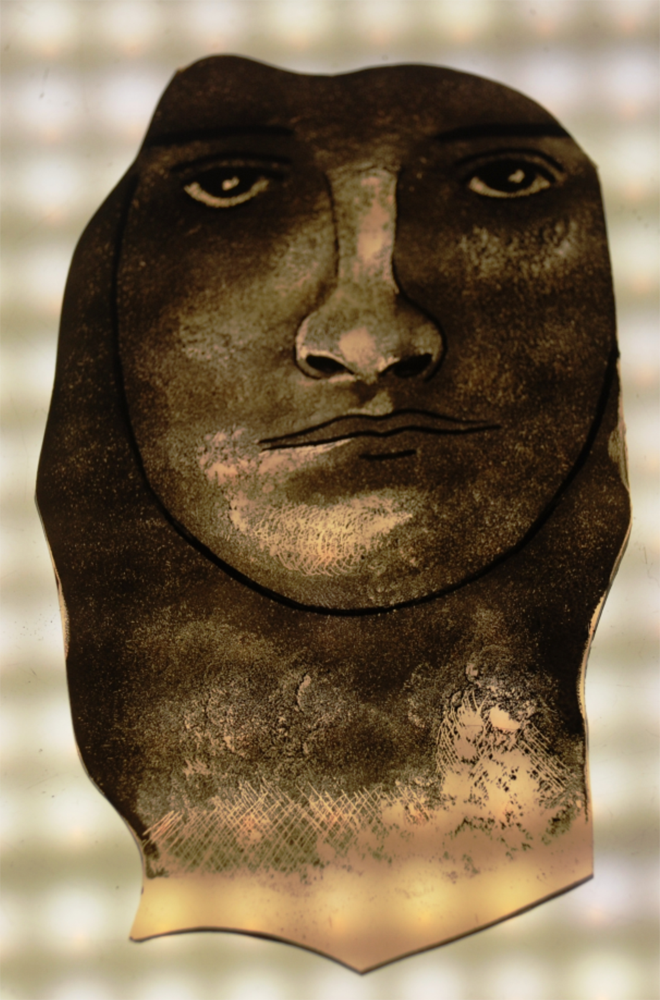
Element z naniesionymi i wypalonymi konturami oraz po pokryciu farbą (bez podświetlenia i po podświetleniu)
Zadaniem, które będę realizował w kolejnych krokach jest usuwanie nadmiaru farby, to warto zadbać, aby czynność nie była trudna. W związku z tym farba powinna zawierać jak najmniej składników wiążących. Ułatwiają one malowanie. Powodują jednak, że farba mocniej wiąże się z podłożem a tym samym trudniej jest ją usunąć. Dlatego optymalnym składem jest barwnik, do którego dodajemy wodę.
Kontury na podobraziu powinny być wyraźne. Ich zadaniem jest wydobycie kształtów i rysów. Po wprowadzeniu cieniowania będą mniej wyraźne i nie tak kontrastowe, ale nadal będą spełniały swoje funkcje.
Do tapowania używamy pędzli. Szerokość, gęstość i stopień miękkości dobieramy odpowiednio do umiejętności, oczekiwań, przyzwyczajeń i warunków w jakich pracujemy. Początkującym polecam pędzle z naturalnego miękkiego włosia. W typowym pędzlu skracam, za pomoc noża lub nożyczek, długość włosia mniej więcej o połowę.
Przykładowe pędzelki do tapowania
Pędzelki typu „miotełka” również mogą być przydatne
Wyschnięta powłoka farby jest bardzo delikatna. Z uwagi na to, tak ważny jest właściwy dobór narzędzia. Bardzo wygodnymi pędzelkami są wersje używane przez kosmetyczki do make up. Mają jednak poważną wadę, jaką jest wysoka cena. Niestety podczas tapowania włosie jest nieustannie wyginane i niszczone przez barwnik, który w istocie jest w znacznej części rozdrobnioną mas szklaną. To powoduje, że czas życia pędzli jest stosunkowo krótki.
Wydobywając cienie z tła należy również mieć świadomość, że pracujemy „na sucho”. To oznacza, że usuwając farbę, w powietrzu będzie się unosił nieustannie pył z farby. W trosce o komfort pracy oraz zdrowie warto zadbać o właściwą wentylację lub zastosowanie odpowiedniego wyciągu powietrza.
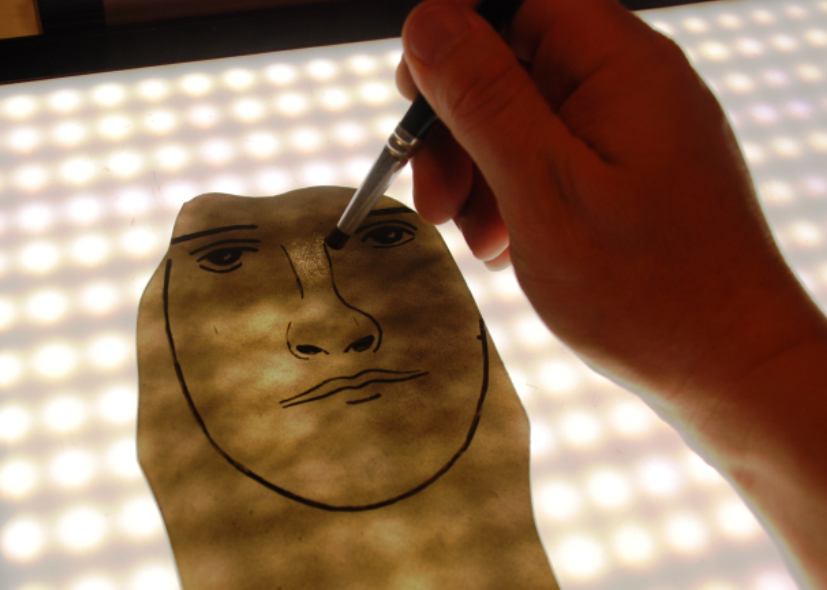
Rozpoczynamy tapowanie
Pędzel powinien być ustawiony w pozycji niemal pionowej, ale wygodnej, aby ręka sprawnie wykonywała ruchy od góry do dołu. Stąd wzięła się nazwa, gdyż uderzamy (stukamy) pędzlem o powierzchnię.
(W przypadku technik malarskich farba jest nanoszona i to również jest tapowanie.)
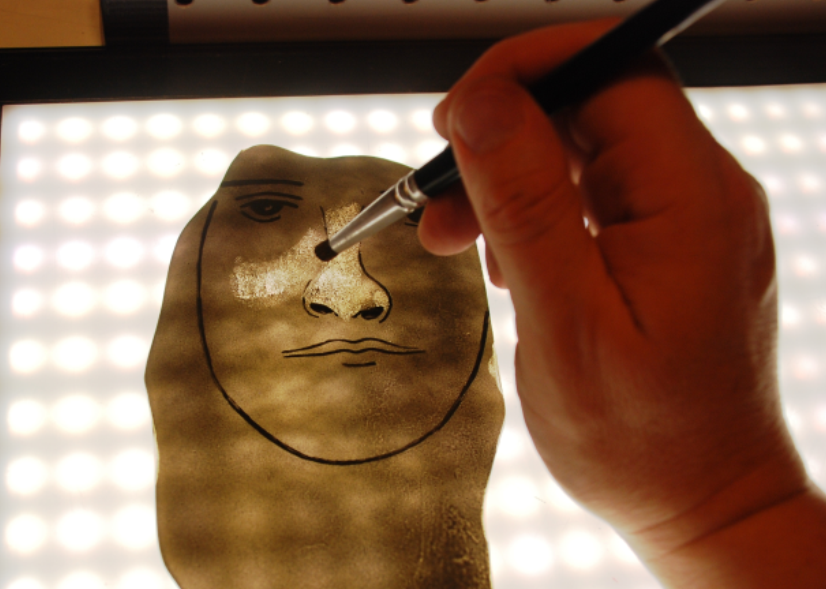
Stosownie do oczekiwanych efektów zdejmujemy duże obszary farby
Pracę rozpoczynamy od zdjęcia farby z tych partii malatury, które powinny posiadać jak najwięcej światła. Następnie w kolejnych etapach wprowadzamy tonowanie i wyrównujemy przejścia miedzy odcieniami. Na tym etapie należy zwracać uwagę na wydobywanie rysów, które nie zostały podkreślone konturami.
Element niemal gotowy do wypalenia
Przykład cieniowania za pomocą tapowania z XIX-wiecznego witraża
Przykład cieniowania za pomocą tapowania z XIX-wiecznego witraża
W witrażu klasycznym bardzo istotna jest malatura, której zadaniem jest wprowadzenie lub wydobycie istotnych elementów pracy.
Malatura wykonywana jest przy pomocy specjalnych farb szklarskich, które wymagają wypalania w piecu, w wysokiej temperaturze.
Farby szklarskie produkowane są z różnych składników a ich receptury są chronione tajemnicą firmową. Najważniejszą cechą technologiczną jest temperatura, w której należy je wypalać. Farby zawierające związki ołowiu z reguły wymagają temperatur w przedziale od 520oC do 590oC. Czym mniej tych związków, tym wyższe wymagania temperaturowe i wymóg wypalania w przedziale 600oC do 650oC. Na rynku coraz więcej jest dostępnych farb, w których w ogóle nie wykorzystuje się tych toksycznych substancji. Niestety w konsekwencji wzrasta przedział wymaganych temperatur do poziomu 700oC do 750oC.
Producenci mają również farby, które są przeznaczone do wypalania w temperaturach 800oC i wyższych. Niestety ich wykorzystanie w tworzeniu witraży jest ograniczone lub niemożliwe. Szkło witrażowe po przekroczeniu temperatury 750oC zaczyna się na tyle odkształcać, że ulegają zmianie wymiary elementów. Z tego wzglądu znajdują one zastosowanie w technologiach fusingu i szkła artystycznego.
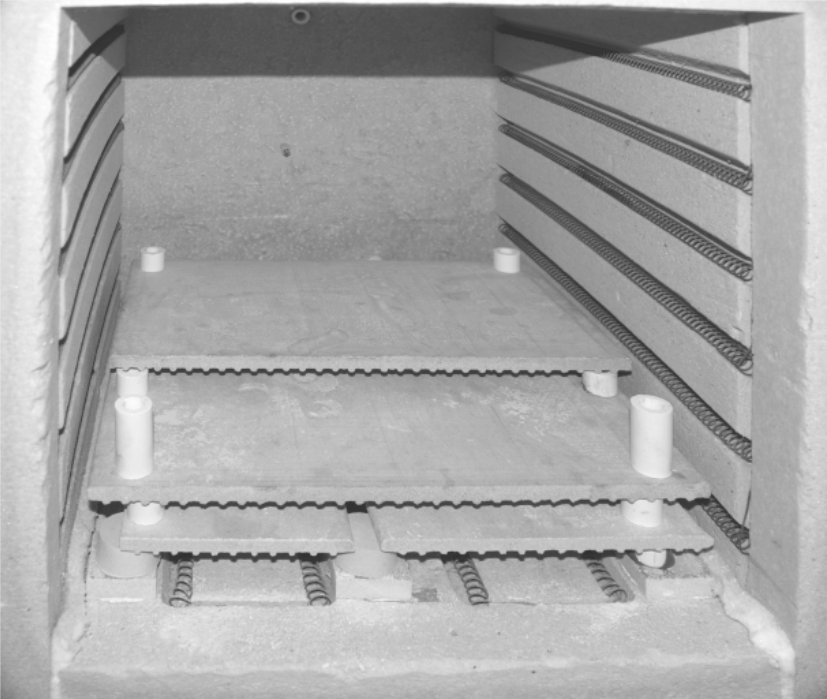
Do wypalania elementów witraża wykorzystywane są piece szklarskie z półkami. Zastosowanie półek ceramicznych gwarantuje, że powierzchnia będzie płaska. Często wykorzystuje się półki ze stali żaroodpornej. W tym wypadku należy mieć świadomość, że czym wyższa temperatura, z tym większymi odkształceniami termicznymi będziemy mieli do czynienia. Nie przeszkodzi to małym elementom, jednak w przypadku dużych oraz wysokich temperatur może dojść do niepożądanych odkształceń.
Wnętrze pieca szklarskiego
Ustawiając stos z półek należy pamiętać o tym, że rozkład temperatur nie będzie równomierny we wszystkich punktach pieca. Temperatura spada wraz z oddalaniem się od zewnętrznych ścian stosu. Najłatwiej temu zaradzić zwiększając odległości między półkami. Niestety, czym mniej półek, tym mniej szklanych elementów zmieścimy wewnątrz pieca.
Rozkład temperatur wewnątrz pieca i stosu półek
Farba musi zostać wypalona w przedziale temperatur zalecanym przez producenta. Dzięki temu efekt będzie trwały.
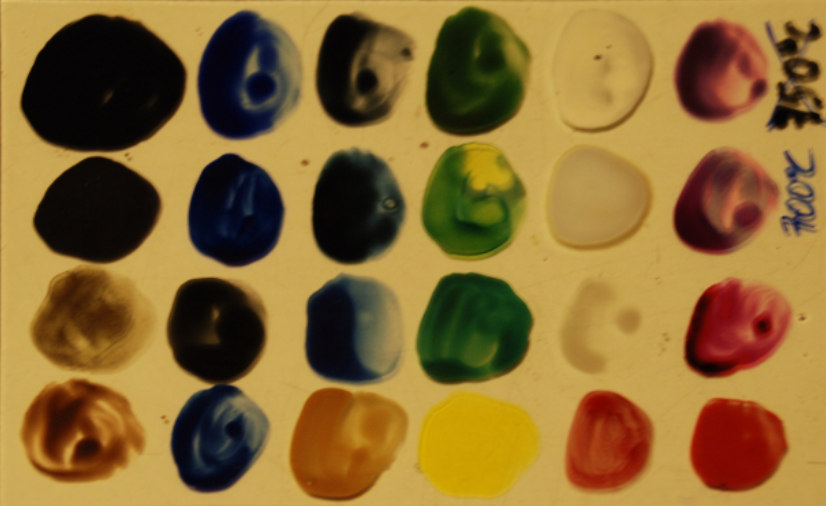
Próbnik farb na szkle float
Nieprawidłowy układ stosu może doprowadzić do różnic w temperaturach sięgających 50oC. Temperatura na zewnątrz stosu jest wyższa od tej, jaka panuje wewnątrz. To prowadzi do niekorzystnych sytuacji, gdyż farba na niektórych elementach może być niewypalona, natomiast w innych przepalona.
Można uzyskać korzystniejszy rozkład temperatur przy gęsto ułożonych półkach. Realizowane jest to przez wydłużenie procesu wypału.
Farby szklarskie w swoich kartach technologicznych mają podane temperatury wypału. Wskazane jest, aby po zakupie nowych farb wykonać próby wypału w różnych temperaturach.
Próbny wypał farb najlepiej wykonywać na bezbarwnym szkle float o grubości 2 lub 3mm. W celu wykonania kompletnego testu najlepiej przygotować kilka płytek, na które nanosimy farby wszystkich dostępnych rodzajów.
Najlepiej dokonać wypału kolejnych próbek w odstępach temperatur od 20oC do 50oC.
W ten sposób poznamy właściwości farb, które później będziemy wykorzystywać. Najważniejszymi cechami jest trwałość fizyczna oraz uzyskiwany odcień a także przejrzystość.
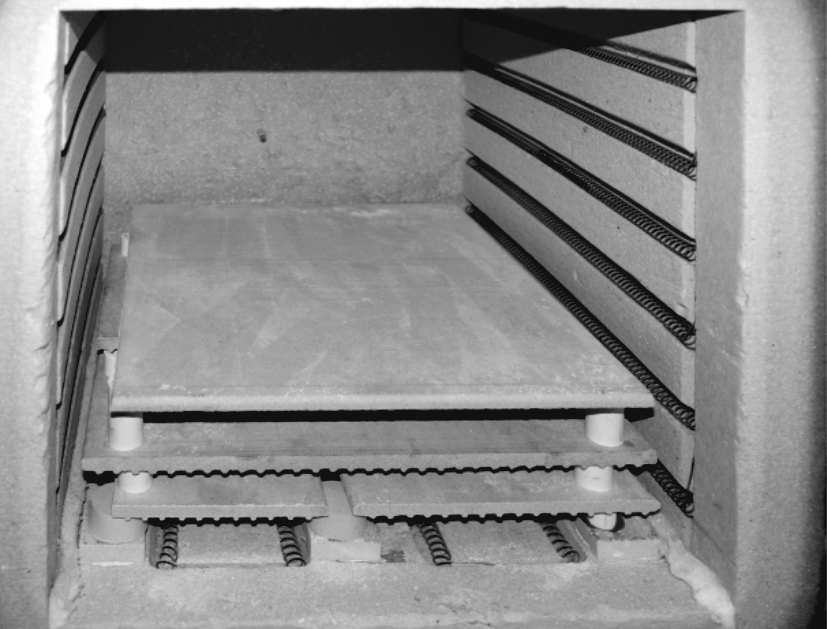
Propozycja ułożenia półek w piecu „na zakładkę” oraz z przerwami w pierwszych warstwach. Dzięki temu ogrzane powietrze szybciej dotrze do termopary, co umożliwi uzyskanie bardziej równomiernej temperatury.
Produktem wyjściowym huty szkła są tafle o szerokości 3500 mm. Teoretycznie można uzyskać każdą długość, jednak standardowe wymiary produktów to 3210 x 3500 mm. Aby sprostać wymaganiom klienta, dotyczących wytrzymałości, kształtu i wyglądu, muszą one być poddane dodatkowej obróbce takiej jak:
cięcie tafli szklanej do odpowiednich wymiarów i kształtu,
obróbka termiczna,
klejenie,
produkcja szyb zespolonych,
obróbka krawędzi,
wiercenie otworów.
Szklana tafla może być użyta jako samodzielny element lub może być częścią szyby zespolonej, szkła klejonego lub innych produktów (np. szyby przeciwpożarowej, alarmowej itp.).
Wzmacnianie szkła
Wzmacnianie (termiczne lub chemiczne) szkła jest najważniejszą metodą poprawienia jego właściwości. Głównym celem tego procesu jest uzyskanie wewnętrznych naprężeń, głównie ściskających w skrajnych włóknach przekroju, które pod wpływem obciążenia zginającego są obniżone w włóknach rozciąganych, natomiast w strefie ściskania zwiększają się. Wiadomo, że szkło jest bardzo wytrzymałe na ściskanie. Do propagacji rysy (i w konsekwencji zniszczenia elementu) może dojść tylko wtedy, gdy naprężenia rozciągające zrównoważą resztkowe naprężenia ściskające i przekroczą wartość dopuszczalną.
Wśród metod wzmacniania szkła wyróżniamy: hartowanie termiczne, wzmacnianie termiczne oraz hartowanie chemiczne. Szkło poddane tym procesom wykazuje różny poziom wewnętrznych naprężeń oraz różne postacie zniszczenia. Różnice te wyjaśniam poniżej.
Hartowanie termiczne
Proces hartowania termicznego wykorzystuje podstawowe prawo fizyczne, które mówi, ze ciała przy podgrzaniu rozszerzają się, a przy chłodzeniu kurczą się o te same wartości. Szkło nie jest ciałem krystalicznym, ale jest cieczą w stanie stałym. Nie istnieje zatem wyraźna temperatura krzepnięcia, przy której ciecz zamienia się w ciało stałe. Wykorzystując ten fakt, można podgrzać taflę szklaną do temperatury nieco wyższej niż ta, przy której cząsteczki przemieszczają się plastycznie, nie powodując wystąpienia wewnętrznych naprężeń. Tę temperaturę nazywamy punktem transformacji. Podgrzewając taflę szklaną do odpowiedniej temperatury, po pewnym czasie uzyskujemy stan, kiedy warstwy wewnętrzne i powierzchniowe mają tę samą temperaturę i w konsekwencji, te same odkształcenia.
Proces obróbki termicznej polega na podgrzaniu elementu szklanego do temperatury 620-675oC (100oC powyżej punktu transformacji). W kolejnym etapie, za pomocą strumieni sprężonego, chłodnego powietrza, poddaje się go procesowi gwałtownego chłodzenia. Spadek temperatury warstw przypowierzchniowych powoduje ich nagłe zestalenie. Warstwy położone głębiej wciąż pozostają plastyczne, ponieważ panująca tam temperatura jest bliska punktowi mięknienia.
Dalej postępujące ochładzanie powoduje zestalanie się także warstw wewnętrznych, których możliwość kurczenia jest ograniczona przez zestalone wcześniej warstwy zewnętrzne. W wyniku tego procesu, przy hamowanym skurczu, w wewnętrznych warstwach elementu powstają naprężenia rozciągające, a w zewnętrznych, z powodu równowagi sił wewnętrznych, powstają znaczne naprężenia ściskające (około dwukrotnie większe od naprężeń rozciągających) . Wielkość tych naprężeń uzależniona jest od rodzaju szkła, grubości elementu oraz szybkości chłodzenia. Wartość naprężeń ściskających powstałych w procesie hartowania termicznego wynosi od 90 do 120 MPa.
Wzmacnianie termiczne
Wzmacnianie termiczne jest podobnym procesem do hartowania termicznego, ale różnią się mniejszą intensywnością schładzania. Naprężenia wewnętrzne generowane w tym procesie są relatywnie mniejsze, wahając się w granicach od 40 do 80 MPa. Z faktu, że gradient naprężeń wewnętrznych zależy od grubości szkła oraz proces chłodzenia odbywa się wolno, wynika, że proces wzmacniania termicznego może być stosowany tylko dla tafli szklanych o grubości mniejszej niż 12 mm.
Praktyczne wnioski
Rodzaj zniszczenia elementu szklanego wynika od zmagazynowanej energii wewnętrznej, zależnej od wstępnego stanu naprężenia (uzyskanego w trakcie obróbki) oraz stanu naprężenia pochodzącego od obciążeń zewnętrznych. Szkło hartowane termicznie ma najwyższy poziom wstępnych naprężeń i zazwyczaj pęka w postaci małych, stosunkowo niegroźnych kawałków o powierzchni około 100 mm2. Z tego powodu szkło hartowane nazywane jest często szkłem bezpiecznym, co jednak może wprowadzać błąd, ponieważ nawet małe odłamki szkła spadające z wysokości kilku metrów mogą spowodować poważne zranienie. Pomimo, że szkło hartowane jest najbardziej wytrzymałe, jego postać poawaryjna, z powodu małych kawałków na które się rozpada, jest słaba. Interesującym kompromisem jest szkło termicznie wzmocnione, które pomimo około dwukrotnie mniejszej wytrzymałości, prezentuje lepszą postać po zniszczeniu. Szkło hartowane chemicznie prezentuje podobną postać po zniszczeniu jak szkło wzmocnione termicznie, jednak z powodu wad nie jest szeroko stosowane w budownictwie. Szkło zwykłe, nie poddane żadnej obróbce posiada najmniejszą wytrzymałość, a po zniszczeniu rozpada się w postaci dużych kawałków o ostrych krawędziach. Poddane jednak znacznym obciążeniom (szczególnie w płaszczyźnie) pęka i przypomina w zachowaniu szkło poddane obróbce termicznej.
Badania Guesgena i Laufsa dowiodły, że rozkład naprężeń ściskających, uzyskanych w procesie wzmacniania szkła, nie jest równomierny. W zależności od metody i przebiegu hartowania szkła możemy wyróżnić kilka stref, m. in. krawędziową oraz stref w okolicy otworów, które wywierają na siebie wpływ. Z tego powodu Laufs zaproponował minimalne odległości pomiędzy tymi strefami. W przypadku szkła wzmacnianego termicznie minimalna odległość otworu od krawędzi nie powinna być mniejsza niż trzykrotna grubość elementu. Dla szkła hartowanego wartość ta jest ograniczona do dwóch.
Każda próba obróbki szkła hartowanego termicznie lub wzmacnianego termicznie powoduje jego nagłe kruche zniszczenie. Z tego powodu jakiekolwiek cięcia, wiercenie otworów lub szlifowanie musi być przeprowadzone przez zabiegami wzmacniania szkła. Skutkuje to także mniejszymi tolerancjami geometrycznymi.
Obróbka krawędzi
Linia technologiczna hartowania szkła
Jak przedstawiono wcześniej szkło posiadałoby wielokrotnie większą wytrzymałość, gdyby nie skazy i mikrorysy, powstałe w fazie produkcji oraz obróbki mechanicznej szkła. Mikrorysy skoncentrowane są najczęściej przy krawędziach, co jest spowodowane cięciem tafli szklanej na mniejsze fragmenty. Wyniki badań pokazują, że metoda cięcia tafli szklanych ma znaczący wpływ na ich wytrzymałość. Przykładowo, próbki 6 mm cięte mechanicznie w porównaniu do cięcia ręcznego, wykazują wyższą wytrzymałość o około 27%.
Również obróbka krawędzi ma znaczący wpływ na wytrzymałość szkła. Wyniki badań pokazują, że wytrzymałość próbek, których krawędzie zostały wyszlifowane, jest większa o około 60% w porównaniu do próbek porównawczych.
Naniesienie konturów na powierzchnię szkła rozpoczyna pracę nad malaturą. Omówiliśmy to zagadnienie w „Barwach Szkła” nr 2/2012.
Wyznaczamy w ten sposób podstawowe linie elementów sceny. Korzystając z szerokiej palety barw szkła, czarnej linii konturowej oraz wprowadzenia elementów światłocieni można uzyskać doskonałe rezultaty.
Światłocienie można uzyskać na dwa sposoby. Pierwszy polega na ich bezpośrednim malowaniu przez nanoszenie farby o pożądanej gęstości i grubości.
Druga metoda wymaga naniesienia warstwy farby i usunięcia jej nadmiaru w wybranych miejscach.
W tym artykule omówimy sposoby naniesienia farby w celu dalszej realizacji drugim sposobem.
Decydującym elementem dla doboru farby jest rodzaj malowanej sceny. Stosownie do oczekiwań przygotowujemy gęstą lub rzadką farbę.
Gęsta farba po wyschnięciu będzie nieprzejrzysta. Pozwoli ona na wydobycie szerokiej palety stopni szarości jak i bardzo kontrastowych elementów.
Rzadka farba po wyschnięciu jest szara, co nadaje subtelności światłocieniom.
Stonowane szarości
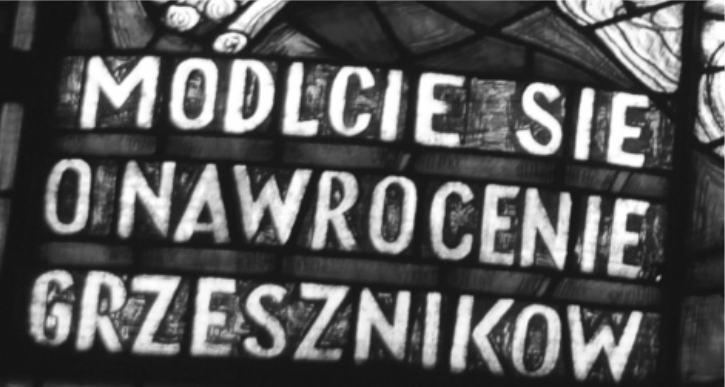
Kontrastowy napis na ciemnym tle
Subtelne stosowanie światłocienia przy postaciach
Naniesienie farby bezpośrednio pędzlem na szkło zawsze pozostawia smugi po włosiu. Ten niepożądany z reguły efekt uniemożliwia wykorzystanie przygotowanego podłoża.
Zbyt mała gęstość farby, która wynika z dużego udziału wody przyczynia się do powstawania brzydkich zacieków. Farbę po wyschnięciu można jedynie opracowywać narzędziami, ale nie można jej „poprawiać” ponownym malowaniem.
Bardzo ważne jest właściwe przygotowanie podłoża. Farba, szczególnie ta przygotowana na bazie wody jest niezwykle wrażliwa na brudne i nieodtłuszczone podłoże. Nie będzie przylegała na całej powierzchni, gdyż zanieczyszczenia spowodują, że płyn nie będzie mógł zwilżyć szkła.
Ponownie użyję stwierdzenia, że jest to efekt z reguły niepożądany. Określenie z reguły oznacza dokładnie tyle, że w pewnych uzasadnionych sytuacjach odejście od przyjętych zaleceń pozwoli na uzyskanie specjalnych i oczekiwanych rezultatów.
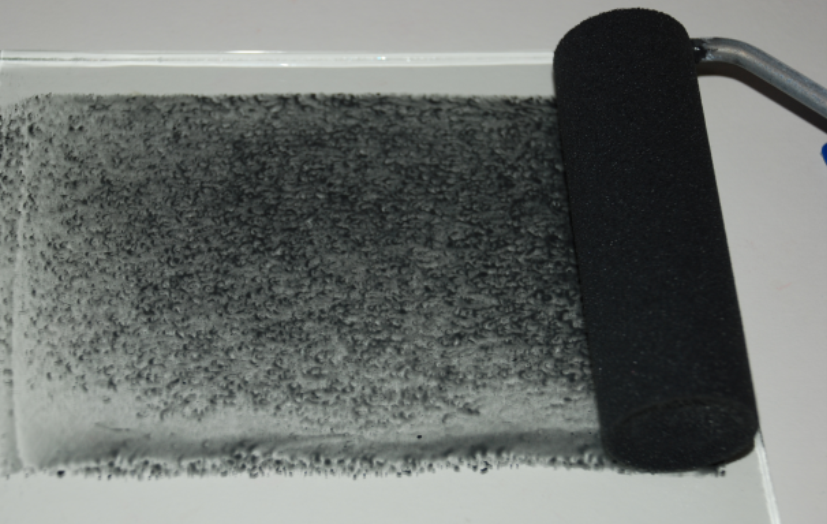
Najprostszym sposobem uzyskania równo położonej farby jest skorzystanie z wałka malarskiego. W sklepach dostępne są różne szerokości oraz materiały, z których są wykonane. Przy doborze narzędzia należy eksperymentować. Jeżeli witraż będzie oglądany z większej odległości ta metoda może okazać się wystarczająca, gdyż drobne nierównomierności tak jak raster nie będą widoczne.
Jeżeli jednak wymagany jest bardzo duży poziom dokładności, to należy wyeliminować te nierówności.
Można dalej posługiwać się wałkiem w celu naniesienia farby lub nanieść ja przy pomocy pędzelka.
Po równomiernym rozłożeniu farby należy rozprowadzić ją szerokim pędzlem.
Pędzel nie może być suchy. Zwilżamy go w wodzie i wycieramy niemal do sucha w ściereczkę.
Następnie pionowymi uderzeniami, tym samym pędzlem tapujemy powierzchnię farby.
Jak widać na ilustracjach uzyskane tym sposobem nierównomierności są mniejsze niż w przypadku wałka.
Można je jeszcze bardziej zniwelować stosując metodę delikatnego „głaskania” wilgotnej powierzchni pędzlem o delikatnym i długim włosiu.
Tutaj należy się istotne wyjaśnienie. W zawodowych pracowniach witrażystów używany jest specjalny rodzaj pędzla. Jest on wykonany z włosia borsuka. Ma specjalnie ułożoną długa szczecinę i jest przeznaczony do wygładzania konturów. Wadą pędzla jest jego bardzo wysoka cena.
Szukając na rynku podobnego narzędzia odnalazłem substytut w postaci pędzla dla złotników. Nie jest to ta sama trwałość, bo uchwyt jest wykonany z grubej tektury, ale efekty wygładzania konturów są podobne.
Uważam, że rozpoczynając przygodę z witrażem klasycznym takie narzędzie będzie wystarczające. Poza tym kosztuje kilkadziesiąt złotych. Tymczasem na profesjonalny pędzel należy przeznaczyć kilkaset złotych.
Omawiany pędzel służy do delikatnego omiecenia wilgotnej farby. Czynimy to zdecydowanymi posunięciami w różnych kierunkach. Efektem jest wygładzona powierzchnia naniesionej farby.
Po wyschnięciu wyrównanej warstwy farby jest ona gotowa do pracy nad malaturą.
O narzędziach i stosowanych technikach opowiem w kolejnym odcinku naszej wspólnej podróży po świecie witraża klasycznego.
Amerykańska firma Bohle od ponad 85 lat zajmuje się rozwojem i produkcją najwyższej jakości narzędzi do cięcia szkła. W roku 2009 przedstawiła ona nóż nowej generacji. Nóż Silberschnitt został wyposażony w kółko tnące CUTMASTER serii Platinum.
Dzięki specjalnej strukturze materiału, z którego jest wykonane kółko tnące, można osiągać doskonałe rezultaty cięcia przy minimalnym nacisku cięcia. Narzędzie jest przeznaczone szczególnie do cięcia wysokiej jakości cienkiego szkła, filtrów optycznych i szkła kwarcowego. Nadaje się także doskonale do obróbki szkła witrażowego, które w wielu gatunkach wymaga szczególnej delikatności podczas obróbki.
Struktura kółka tnącego i jego krawędź tnąca podczas pracy tworzy mikroszczeliny, które na etapie łamania tworzą gładką powierzchnię pęknięcia.
Kółko Platinum CUTMASTER jest doskonałym rozwiązaniem cięcia na sucho. Unika się w ten sposób zabrudzeń i późniejszego czyszczenia.
Podstawową metodą tworzenia witraży w przypadku klasycznej techniki jest zdobienie elementów szklanych za pomocą farb szklarskich. Stosownie do oczekiwanych efektów, farby wypalane są w różnych warunkach temperaturowych. Odpowiednio do wykorzystywanych w produkcji składników jest to przedział temperatur od 520oC do ponad 700oC. Istotna jest w tym przypadku świadomość, że większość rodzajów szkła witrażowego po przekroczeniu temperatury 650oC jest już na tyle plastyczna, że może ulec zmianie wielkość wyciętych elementów lub zmienić rodzaj powierzchni szkła. Z praktyki wynika, że typowe szkło poddane obróbce piaskowania, podczas wypalania po przekroczeniu temperatury 550oC staje się całkowicie przejrzyste. Innym przykładem jest wyoblanie ostrych krawędzi szkła po przekroczeniu temperatury 650oC.
W procesie zdobienia elementów witraża przydatny może być praktycznie każdy rodzaj farb. Ważne jest jedynie uwzględnienie temperatury wypału i jej wpływu na podłoże oraz trwałość malatury.
Farby szklarskie dzielimy na cztery podstawowe grupy:
farby kryjące,
farby półtransparentne,
farby transparentne,
farby z połyskiem perłowym-metaliczne i interferencyjne.
Spośród farb kryjących praktyczne znaczenie ma kolor czarny. Każdy inny kolor kryjący będzie widoczny na podświetlonym witrażu jako czarna plama. W związku z tym kryjące farby w pełnej palecie barw stosowane są do zdobień w świetle odbitym, co w szczególnych przypadkach może być wykorzystane.
Farby półtransparentne cechuje matowa powierzchnia. Są one najczęściej dostępne w pastelowych kolorach. W tej grupie znajduje swoje miejsce biała farba matującą, która ma bardzo rozległe zastosowanie. Różnicując grubość nałożonej farby uzyskujemy odmienne efekty dekoracyjne. Z uwagi na mleczne zabarwienie, ten rodzaj farb ma również znaczenie przy eksponowaniu zdobień w świetle odbitym.
Farby transparentne są grupą materiałów najbardziej pożądanych przez witrażowników. Cechuje je duże nasycenie barw oraz wysoka przejrzystość. Dostępna paleta barw nie jest tak szeroka jak w przypadku poprzednich rodzajów farb. Mimo to oferta różnych producentów obejmuje kolory zielone, żółte, niebieskie, szare oraz purpury.
Farby o połysku perłowym zawierają farby metaliczne w różnych odcieniach złota, srebra i miedzi, jak również farby interferencyjne w kolorach zielonym, niebieskim i fioletowym. Zastosowaniem tych farb jest zdobienie elementów oświetlanych światłem odbitym. W związku z tym znaczenie tego rodzaju farb w przypadku witraży jest ograniczone podobnie jak farb kryjących.
Koncentrując się na farbach transparentnych oraz półtransparentnych należy przede wszystkim zauważyć, że w ofercie dostępne są farby ołowiowe oraz bezołowiowe. Pierwszy rodzaj wyróżnia się zawartością związków ołowiu. Z jednej strony przyczyniają się one do obniżenia temperatury, w której należy je wypalać. Najczęściej jest to przedział od 520oC do 580oC. Z drugiej strony, stosując tego rodzaju farby akceptujemy ich niską odporność na czynniki zewnętrzne (działanie kwasów i zasad). Producenci określają je jako nieodporne na kwasy i zasady lub wspominają, że wyrobów nimi zdobionych nie można myć w zmywarkach. Po trzecie, farby na bazie związków ołowiu są toksyczne. O ile trudno sobie wyobrazić negatywny wpływ na zdrowie oglądających w przypadku witraży zdobionych farbami ołowiowymi, to z pewnością nieumiejętne obchodzenie się z nimi w pracowni, kiedy mają jeszcze postać proszku, stanowi duże zagrożenie dla zdrowia. Zdobienie witraży nie podlega unormowaniom prawnym, gdyż efektem końcowym są wrażenia estetyczne odbiorcy. Jest to odmienne od np. szkła gospodarczego, które musi spełniać wiele norm związanych choćby z kontaktem z artykułami spożywczymi. W związku z tym jakościowy dobór farby związany jest głównie z warunkami w jakich będzie używany witraż lub stosowanymi metodami produkcji.
Farby ołowiowe, wypalane w niskim przedziale temperatur tworzą trwałą powłokę, jednak często ich odporność na działalność kwasów oraz zasad jest ograniczona. Obecnie witraże wystawione na bezpośrednie działanie warunków atmosferycznych, to wyjątkowa rzadkość. Współcześnie, nowe prace jak i stare dzieła są zabezpieczane dodatkowymi oszkleniami ochronnymi. Zwykłe szkło typu float jest tanie a montaż termicznie oszczędnych okien łatwo dostępny. Dlatego witraże są montowane w gotowych oknach. W związku z tym wpływ niekorzystnych czynników takich jak wiatr, deszcz, mróz jest ograniczony.
Zwróćmy uwagę na proces produkcji witraża. Osadzenie szklanych elementów w profilach ołowianych lub owinięcie taśmą miedzianą wymaga w kolejnym etapie wykonania lutowania. Podczas tej czynności stosowane są płyny lub pasty lutownicze. Najczęściej wykonywane one są na bazie kwasów. Dlatego koniecznie należy wykonać próbę kontaktową tych substancji na wypaloną farbę. Szczególnie istotne jest to w przypadku witraża wykonywanego metodą tiffany, gdyż lutuje się tutaj wszystkie linie konturowe, używając sporych ilości płynów lutowniczych. Witraż wykonywany metodą klasyczną wymaga jedynie lutowań punktowych. Dzięki temu łatwiej uniknąć niepożądanych efektów. Interesującym doświadczeniem było wykorzystanie płynnej parafiny wykorzystywanej w lutowaniu profili ołowianych do spajania elementów witraża tiffany. Wadą było lekkie dymienie, jednak ta substancja okazała się obojętna dla wrażliwych farb ołowiowych.
Producenci farb ze względu na szkodliwość związków ołowiu ograniczają ich zawartość lub je zastępują topnikami bezołowiowymi. Niewątpliwą korzyścią jest znaczne podwyższenie odporności malatury na czynniki zewnętrzne. Niestety farby te wymagają wyższych temperatur wypału, najczęściej powyżej 650oC.