Zenon Kozak
Stapianie szkła, czyli fusing jest procesem, w którym należy zwracać szczególną uwagę na właściwości cieplne szkła. Najistotniejszą jest rozszerzalność cieplna. Obok tego, równie ważne są: naprężenia wewnętrzne oraz wytrzymałość na zmiany temperatury.
Rozszerzalność cieplna jest właściwością fizyczną szkła. Polega ona na’ zmianie jego wymiarów wraz ze zmianami temperatury. Dla uproszczenia lub zastosowań pomiarowo-technicznych zwykło się mówić o rozszerzalności liniowej. W rzeczywistości zmianom podlegają wszystkie wymiary, stąd praktycznie jest to rozszerzalność objętościowa.
Cechą charakteryzującą rozszerzalność cieplną jest współczynnik rozszerzalności cieplnej (COE). Jest to wartość, która wskazuje procent zmian długości w  stosunku do zmian temperatury. W branży szklarskiej COE podawany jest jako całkowita liczba, najczęściej w przedziale od 70 do 150. W rzeczywistości, jako wartość fizyczna współczynnik, to wartość od 70*10-7 1/oC do 150*10-7 1/oC.
stosunku do zmian temperatury. W branży szklarskiej COE podawany jest jako całkowita liczba, najczęściej w przedziale od 70 do 150. W rzeczywistości, jako wartość fizyczna współczynnik, to wartość od 70*10-7 1/oC do 150*10-7 1/oC.
Współczynnik COE wyznacza się przy pomocy dylatometru. COE mieści się w dużym przedziale wartości. Szkło krzemionkowe, stosowane w przemyśle, wykazuje wartość na poziomie 5. Tymczasem niektóre szkła gospodarcze mają wartość 150.
Wartość współczynnika rozszerzalności szkła zależy w dużej mierze od jego składu chemicznego. Dzięki temu można wytwarzać szkła określonej rozszerzalności. Ma to duże znaczenie dla stapiania różnych szkieł albo szkła z innymi materiałami (metalami, porcelaną itp.), gdyż łączone materiały muszą mieć jednakową rozszerzalność.
Dodatek tlenków o odczynie alkalicznym (sodowy, potasowy) powodują wzrost COE. Tymczasem tlenki krzemu i magnezu obniżają go. Najskuteczniej jednak zmniejsza rozszerzalność szkła tlenek boru.
Zjawisko rozszerzalności cieplnej ma największy wpływ na powstawanie naprężeń w szkle.
Podczas studzenia stapianych szklanych zestawów powstają w nich, wskutek małej przewodności cieplnej, duże różnice temperatury w warstwach wewnętrznych i zewnętrznych. Warstwy zewnętrzne wypromieniowują ciepło znacznie szybciej niż warstwy wewnętrzne. W związku z tym proces porządkowania struktury cząsteczkowej zachodzi odmiennie w coraz głębszych partiach. Taki stan powoduje powstawanie w szkle naprężeń, które uzyskują stan trwały po wyrównaniu temperatury w całej grubości szkła. (Rozkład naprężeń trwałych jest zawsze taki sam: w warstwach zewnętrznych występują siły ściskające, a w wewnętrznych siły rozciągające). W celu wyeliminowania tego niepożądanego zjawiska stosuje się w procesie stapiania szkła odprężanie (operację tę opisano szczegółowo w jednym z ostatnich numerów Barw Szkła).
z ostatnich numerów Barw Szkła).
Omówione powyżej właściwości cieplne szkła mają znaczenie na etapie produkcyjnym. Wytrzymałość termiczna szkła jest cechą użytkową i określa odporność materiału na nagłe zmiany temperatury. Wskaźnik ten wyznaczany jest przez badanie polegające na zanurzaniu szkła na przemian w gorącej i zimnej kąpieli, aż do pęknięcia. Wytrzymałość cieplna różnych szkieł wykazuje dużą rozpiętość. Szkła gospodarcze cechuje rozpiętość około 100oC. Szkła borowo-krzemianowe uzyskują wytrzymałość rzędu 300oC a szkło krzemionkowe nawet 1000°C.
Po tej dawce teorii spójrzmy na zagadnienie właściwości cieplnych szkła od strony praktycznej. Projektując wyroby w fusingu łatwo sobie wyobrazić, jak duże znaczenie ma uwzględnianie powyższych właściwości. Nie będzie również zaskoczeniem, że ich znaczenie ma coraz większy wpływ wraz ze wzrostem rozmiaru stapianych pakietów szkła. Możliwości techniczne (dostępne piece) oraz materiałowe (rodzaje szkła, dodatki chemiczne) pozwalają na wykonywanie prac o rozmiarach dochodzących do kilku metrów kwadratowych.
W celu wykazania wpływu współczynnika rozszerzalności cieplnej różnych rodzajów szkła wykonano doświadczenie z użyciem szkła o COE = 80 (zielone, szare) oraz COE = 115 (brązowe).
Zastosowano następującą krzywą wypału:
- grzanie do temperatury 550oC w tempie 300oC/h
- grzanie pełną mocą do temperatury 820oC
- wyłączenie grzałek do temperatury 595oC
- schładzanie do 400oC w tempie -50oC/h
- schładzanie do 20oC w tempie -100oC/h
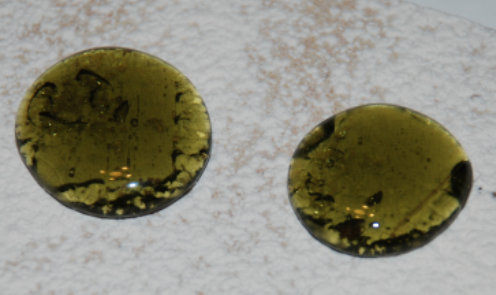
Po otworzeniu pieca widoczne były stopione próbki. Te, które zostały złożone ze szkła o zgodnych współczynnikach COE uległy stopieniu w jednolitą masę. Próbki szkła szarego wykazały niższą temperaturę topnienia od szkła zielonego. Dowodem na to jest fakt, że naprężenie powierzchniowe cieczy jaką było szkło w temperaturze 820oC dokładnie zaokągliło kształty elementów. Szkło zielone nie zostało tak ładnie zaokrąglone. To oznacza, że w celu uzyskania, np. ładnie wyoblonych kaboszonów należy zastosować wyższą temperaturę szczytową.
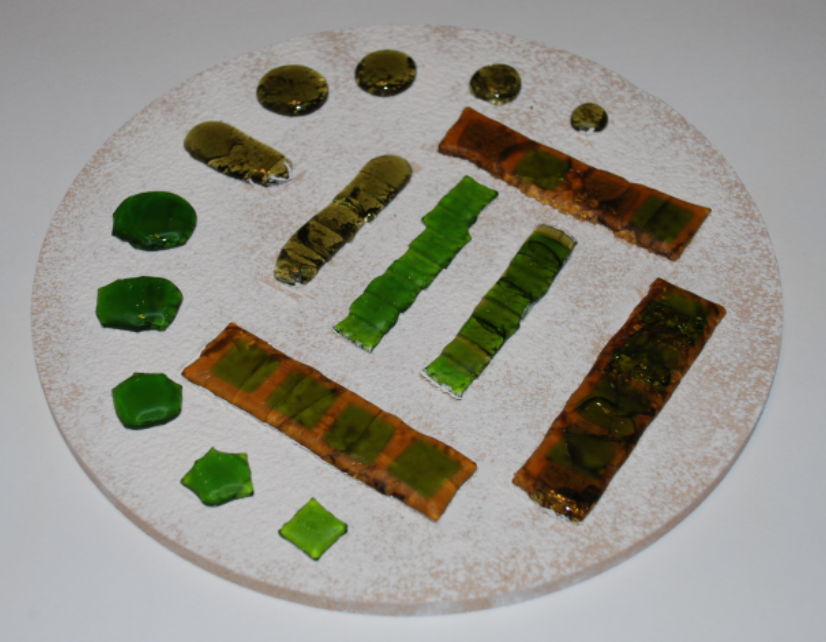

Próbka, w której użyto szkła o różniących się znacznie współczynnikach COE popękała.
Przeprowadzone doświadczenie dowodzi oraz unaocznia jak istotne jest planowanie składu materiałowego elementów stapianych pakietów.
Należy również pamiętać, że nawet niewielkie różnice w wartości współczynnika COE wymaga specjalnych zabiegów. Głównie sprowadzają się one do odpowiedniej korety krzywej wypału. Szczególnie istotnym jest etap 4, czyli ten w przedziale od 600oC do 400oC, gdyż wówczas zachodzą najważniejsze zjawiska fizyczne wewnątrz szkła, które mają wpływ na trwałość wyrobu.
Na koniec, należy również wspomnieć, że naprężenia wewnętrze mogą ujawniać się po jakimś czasie. Niewłaściwie odprężone szkło, bądź nieodpowiednie składniki mogą obniżać wytrzymałość termiczną i wyrób szklany może ulec uszkodzeniu, np. po rozgrzaniu promieniami słonecznymi.





