Zenon Kozak
 Szkło hartowane różni się od szkła zwykłego sposobem pękania po rozbiciu. Szkło hartowane rozpada się na drobne kawałki o tępo zakończonych krawędziach. Hartowanie szkła polega na ogrzaniu tafli do wysokiej temperatury, a następnie bardzo szybkim jej ochłodzeniu.
Szkło hartowane różni się od szkła zwykłego sposobem pękania po rozbiciu. Szkło hartowane rozpada się na drobne kawałki o tępo zakończonych krawędziach. Hartowanie szkła polega na ogrzaniu tafli do wysokiej temperatury, a następnie bardzo szybkim jej ochłodzeniu.
Dzięki temu procesowi szkło hartowane jest bardzo wytrzymałe na uszkodzenia mechaniczne. Cechuje je pięciokrotnie wyższa wytrzymałość na zginanie w porównaniu ze szkłem niehartowanym. Zaletą jest również odporność na szok termiczny, czyli szybkie zmiany temperatury otoczenia i nagrzewanie powodowane promieniowaniem słonecznym. Należy wspomnieć także o zmniejszeniu ryzyka zranienia w przypadku uszkodzenia tafli. Przy przekroczeniu wytrzymałości szkła następuje jego rozbicie na drobne nieostre kawałki.
Ze szkła hartowanego wykonuje się ściany działowe, drzwi, regały, kabiny prysznicowe, blaty stolików, zadaszenia, meble.
Tafla szklana przeznaczona do hartowania podlega wielu obwarowaniom. Jej wymiar ma ograniczenia minimalne oraz maksymalne.
Wymiary hartowanych elementów wynikają z parametrów technicznych pieca hartowniczego. Szkło wewnątrz urządzenia porusza się na rolkach. Wobec tego elementy muszą być co najmniej większe od podwójnego rozstawu rolek. Maksymalny wymiar jest uzależniony od szerokości przepust owej pieca.
owej pieca.
Bardzo istotnym parametrem jest dopuszczalna grubość hartowanego szkła.
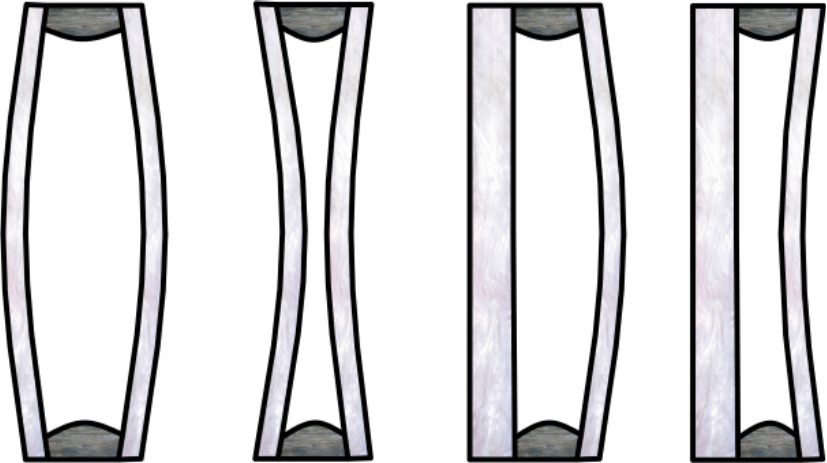
Nieodłącznym elementem procesu hartowania jest efekt falowania szkła. Hartownie szkła z reguły informują klientów o możliwości wystąpienia tego zjawiska. Efekt falowania ma szczególne znaczenie w przypadku montowania szyb w fasadach budynków, zwłaszcza o dużych powierzchniach przeszkleń. Uwidacznia się to przez zniekształcenie obrazu odbitego w fasadzie.
Zjawisko to nazywane jest efektem „roller waves” i występuje w powszechnie stosowanej, tradycyjnej metodzie hartowania. Szkło w tradycyjnym piecu hartowniczym jest transportowane poziomo po rolkach, które dotykają całej długości dolnej powierzchni tafli. Szkło rozgrzewane jest do temperatury 620oC co powoduje zmianę jego stopnia lepkości, staje się ono bardziej plastyczne i odkształcalne. To z kolei powoduje zapadanie się szkła w przestrzeni między rolkami, po których jest transportowane. Szybkie schłodzenie szkła powietrzem, powoduje zahartowanie, co utrwala nabyte pofalowania powierzchni. Aby zmniejszyć efekt zniek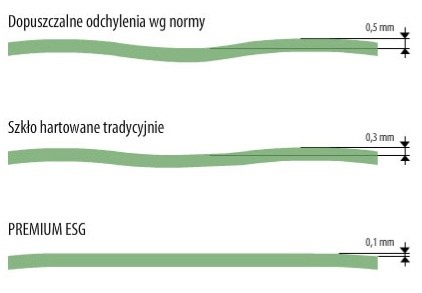 ształcenia obrazu zaleca się przeprowadzenie hartowania kierunkowego, które polega na innym układzie przesuwania szkła .
ształcenia obrazu zaleca się przeprowadzenie hartowania kierunkowego, które polega na innym układzie przesuwania szkła .
Najnowsze piece hartownicze eliminujące efekt „roller waves” wykorzystują efekt poduszki powietrznej wytwarzanej pod taflą. Szyba przejeżdżając przez piec hartowniczy jest uniesiona w powietrzu i nie dotyka rolek.
Z uwagi na powyższe ograniczenia zaleca się stosować hartowanie tafli szklanych co najmniej o grubości 4 mm. Niektóre firmy informują, że minimalna grubością jest 5 mm.
Normy dotyczące szkła hartowanego dopuszczają odchyłkę od płaskości 0,5mm. Szkło hartowane metodą tradycyjną posiada zwykle pofalowanie do 0,3mm. Szkło hartowane na tzw. poduszce powietrznej ma całkowicie płaską powierzchnię w części środkowej. Płaskość tego szkła w części środkowej można porównać z płaskością szkła niehartowanego (odprężonego). Falowanie szkła jest szczególnie wyraźnie widoczne na powierzchniach odbijających obrazy (np. na fasadach budynków).
Szkło przeznaczone do hartowania nie może posiadać ostrych krawędzi (krawędzie muszą być przynajmniej zatępione, szpice i wcięcia zaokrąglone).
Istotne są wymiary elementów. Przyjęte jest, że maksymalny stosunek szerokości do długości formatki musi być większy od 1 do 6, czyli np. element o szerokości 10 cm nie może być dłuższy niż 60 cm.
Czasami w elementach potrzebne są otwory. Z naturalnych powodów, nie można wiercić ich po zahartowaniu. Czynimy to w szkle niezahartowanym. Istotna jest odległość otworu od krawędzi formatki. Nie może być ona  mniejsza niż dwukrotna grubość szkła. Ważna jest również wielkość otworu. Jego średnica nie może być mniejsza niż grubość szkła.
mniejsza niż dwukrotna grubość szkła. Ważna jest również wielkość otworu. Jego średnica nie może być mniejsza niż grubość szkła.
Szkło hartowane podobnie jak float jest wykorzystywane w szybach zespolonych. Coraz częściej witraże wystawione na oddziaływanie warunków atmosferycznych instalowane są wewnątrz takich zestawów. Gwarantuje, to z jednej strony bezpieczeństwo tak „ukrytego” dzieła a z drugiej strony zapewnia łatwość utrzymania okna w czystości. Realizacji zespolenia szkła mogą się podjąć technicznie doświadczone osoby lub można to zlecić po prostu zakładowi szklarskiemu.
Wspominam o tym w niniejszym artykule, ponieważ w przypadku dużych realizacji nieestetyczne zjawisko falowania szkła nie będzie wynikało jedynie z efektu „roller waves”. Otóż szyby zespolone zawierają wewnątrz zamkniętą i hermetyczną przestrzeń. Wklęsłe lub wypukłe ugięcie tafli będzie wynikało z oddziaływania wiatru oraz ciśnienia atmosferycznego. Zalecane jest w takich sytuacjach zastosowanie grubszego szkła od strony fasady budynku (wewnętrzna powierzchnia nie odbija w sposób znaczący światła).